前回のその43に続いて解説します。
【第3章】(自社)中国工場、品質管理の進め方
【3.11 品質課題解決の進め方】
次のフローチャートはみなさんよくご存知ものです。品質問題解決の方法・考え方は基本的に日本と同じです。
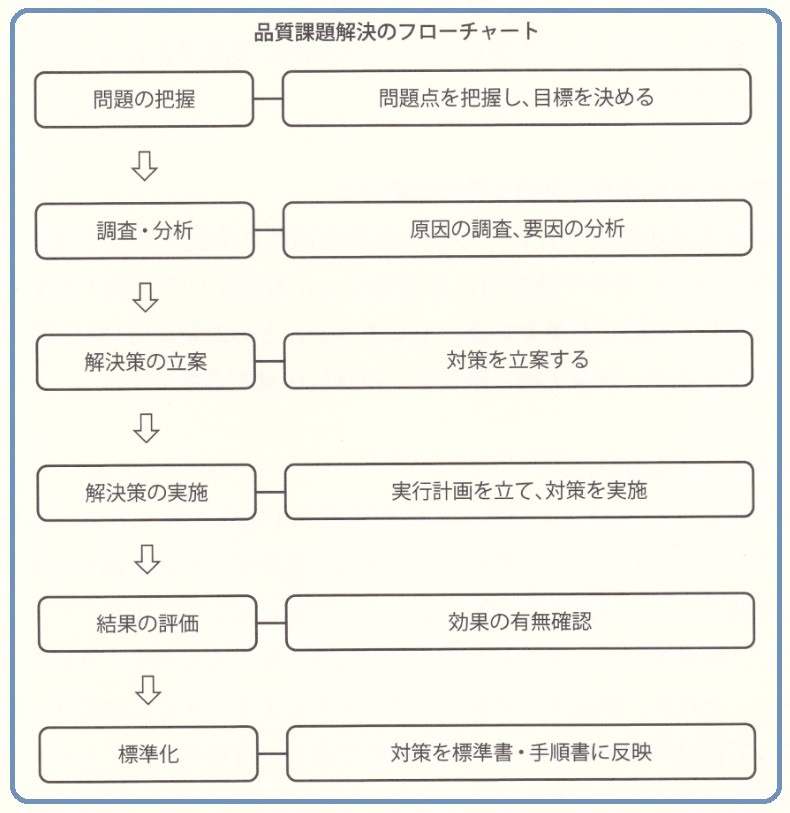
品質課題解決のフローチャート
(1)実施上の注意点
① 中国独特の要因を見逃さないこと
フローは日本で実施する場合とまったく同じですが、中身については注意が必要です。一番は、中国独特の要因を見逃さないことです。日本では考えられないことが中国では起こります。そうした中国ならではの要因を調査分析のところで見落とさないよう注意します。中国独特の要因であれば、対策も日本で行う場合と違うものになります。
② 複数の対策を同時に実施する事は避ける
対策を実施する時にいくつかの対策を同時に行うことがあります。当然のことですが最終的には有効だった対策だけを実施したい訳です。しかし同時に対策を進めてしまうと、どの対策が有効だったのか分からなくなりますので注意が必要です。
③ 標準化を怠らないこと
効果があった対策は、最終的に標準書や手順書に落し込む事が必要です。人の入れ替わりが多い中国では特に重要で、これを疎かにするといつの間にか元の状態に戻ってしまうことになってしまいます。
また標準書に落し込む時、改訂の履歴を必ず残すようにしてください。それは問題点と対策を後追い出来るようにするためです。過去に他の問題が発生した際、履歴を残さなかったため対策を止めてしまった事例を何件か見たことがあります。
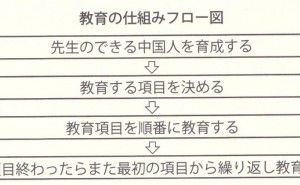
(2)中国人に実施させる場合のポイント
中国工場でこの改善フローを実施していかなくてはならない訳ですが、最初は日本人がリーダーとなって行い、中国人スタッフに進め方を教え、いずれは日本人がいなくても実施できるようにする必要があります。
また最近では、他の日系工場で教育され改善フローの方法を知っている中国人を雇うことも可能になってきました。では実際に中国人に実施させて成果を出すためには、次のような点を考慮する必要があります。
① トップからの指示
中国人にとってトップの指示は絶対なところがありますから、改善に関してもトップからの指示で実施させるのは取り組む姿勢に大きな影響を与えます。
② 担当業務であること
この改善の仕事がその人の担当業務であることが大事...


































































![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















