前回のその72に続いて解説します。
【第4章】中国新規取引先選定のポイント
【中国異文化コミュニケーション】
◆ 中国人と信頼関係を築くコミュニケーションの取り方
(3)中国人に対する指示の出し方
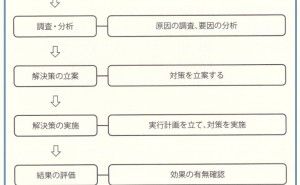
指示の出し方が不十分で、期待した通りの回答や結果が得られないことに対し、相手の責任にしてしまう光景を見掛けることがあります。しかしハッキリ言ってこれは、指示を出した側の責任であり問題として考えなくてはなりません。あいまいな指示になっていませんでしたか?分かること、知っていることを前提にした指示になっていませんでしたか?行間を読ませるような指示になっていませんでしたか?
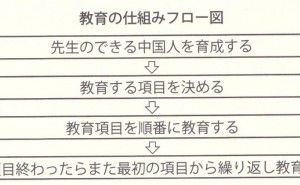
このくらいは分かるだろうとか、知っているだろうと考えるのは間違いです。日本人でも同じですが、中国人でも知らないことは出来ません。これは教えていない方が悪いのです。また以心伝心、阿吽(あうん)の呼吸は中国人に限らず外国人には通用しません。これが通用するのは、日本人同士だけです。中国人と日本人では、物差しや常識も違うことを理解して指示を出さないとこちらの期待する回答は返ってきません。
【メール送信の失敗事例】
日系中国工場の購買部門での出来事です。日本人駐在員が責任者だったのですがある時、全取引先に同じ内容の通知を出すことになり、購買部スタッフに対し「通知の方法はメールでもFAXでも良いが今日中に漏れな<送るように」と指示を出しスタッフが行いました。ところが後日、取引先から連絡があり一人のスタッフが担当取引先に一斉メールで送信していたのですが、bcc:送信ではなくcc:で送信していたことが分かりました。cc:送信ではすべてのメールアドレスが表示されるので、メールを受け取った取引先は、メールアドレスから他社の社名が分かる状態だったのです。取引先名はある意味重要機密なので、大きな問題になりかねません。
これなどは指示した日本人は、一斉メールで送る際は当然bcc:送信すると思っていた訳です。ところが中国人スタッフはbcc:送信とcc:送信の違い、そして自社取引先名が外部に分かってしまうことの重大さを認識していなかったために起きてしまった事例といえます。
指示をする際は、何を・誰が・いつまでに・どのようにやるのかを明確にすることが必要です。さらにいえば、指示の出しっ放しも良くありません。期限になってからできないと報告されても困るので、途中途中でチェックやフォローをすることも必要です。
(4)上手くいくコミュニケーションの取り方
中国人と上手くコミュニケーションを行うためのポイントをいくつか紹介します。
- 個人的なつながりを大事にする → 仕事以外の付き合いも必要、個人的に信頼される上司になる
- 依頼や要求に遠慮は不要 → ただし、依頼する理由は説明すること
- 相手を知る → 相手の話をきちんと聞く
- 合意を確認する → 相手が自分のやることを認識しているか確認する
① 個人的なつながりを大事にする
仕事であっても個人的なつながりを持つということです。そしてそれを大事にすることです。中国人は個人のつながりを大切にしますから、中国では日本人もそのように行えるよう心掛けてください。また以前「中国人は会社を信頼していなくても上司を個人的に信頼することがある」と書きましたが、中国に赴任した時には、個人的に信頼される上司になりたいものです。
② 依頼や要求に遠慮は不要
自分の考えや意見はハッキリと話して構いません。依頼や要求をする場合でも遠慮することはありません。こちらがやって欲しいことはしっかり伝えましょう。ただし、その時に依頼や要求に至った背景や理由をきちんと説明することが必要です。「いいからやれ」ではいけません。これは日本人でもそうですが中国人でも同じで人は納得すれば動きます。
③ 相手を知る
相手の価値観や考え方を知ることです。その人がどういう価値観や考え方で行動し...