

【第1章 中国進出での失敗事例】
前回のその1に続いて解説します。
1.2 B社、日本と同じ設備だったが
電子部品を生産しているB社は顧客の生産が中国に移っていくのに伴い、長年日本で生産していた製品の生産を中国工場に移管することにしました。この製品の製造工程は大きく分けて前工程と後工程からなっていました。前工程については設備の大きさや生産の技術的難易度から日本に残し、後工程だけを中国工場で生産することにしました。後工程だけの生産移管でもコスト的なメリットは十分に出せる状況でした。
生産移管に際して顧客から「中国生産の品質は大丈夫か?」との声がありましたが、「日本で使用していたのと同じ設備で生産するので心配はありません」とB社は答えていました。同じ設備と言っても中国工場に生産移管後の一定期間は日本と中国で並行して生産するため、日本で使っていた設備そのものを持っていったのではなく、同じ型の設備を導入するということでした。
また、B社は、海外工場での生産はその時既にやっていましたが、中国での生産はこの製品が初めてでした。中国工場は、最大の顧客の中国拠点に比較的近い場所に新設し、大企業であったB社は、工場立ち上げのため何人もの駐在員を派遣しました。
顧客の承認を得て実際に中国工場で生産を始めてみると、さまざまな問題が起きました。日本生産では出ていなかった不良が大量発生したのです。移管した後工程で発生すると考えられるありとあらゆる不良が発生しました。あまりの問題の多さに工場に赴任していた日本人トップがパニックに陥ったようで、顧客に対して「この程度の不良は問題ない」という発言をしてしまったほどです。
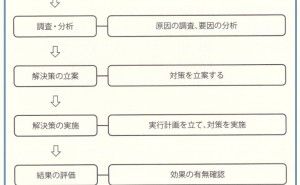
B社の場合何が問題だったのでしょうか?
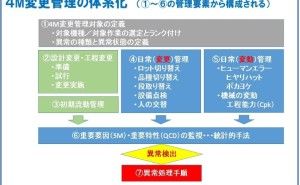
【日本生産】 → 【中国生産(日本と同じ設備)】
設備 → オペレーションノウハウ移管されず
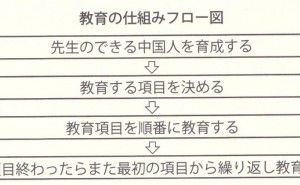
同じ設備を中国工場に持っていったのですが、設備をオペレーションするノウハウの持ち込みが不十分だったのです。要するに「仏作って魂いれず」の状態になっていたのです。設備を設置した際には日本から技術者が指導に来ていましたが、量産を始める段階で日本に引き揚げていたのです。日本本社サイドの考えでは、その程度の指導で十分対応できると判断していたようです。
さて不良問題の要因が中国工場での設備オペレーションであることがわかったのですが、問題だったのはB社のこの後の対応でした。日本本社サイドではこの問題に関して、中国工場サイドで対応できる、また、これくらいは対応してくれないと困ると考えていたようでした。しかし、実際は、この設備に精通している駐在員はおらず、中国工場で問題解決に至る対応はできない状況でした。その間も不良の流出は継続しており、ついに顧客から「このままでは、中国工場の生産品は購入できない」と最後通牒を渡される事態に至りました。
これでB社の日本本社も事態の深刻さに気付き、顧客から求め...












































































品質管理基礎")





