【この連載の前回:流れ生産:ジャスト・イン・タイム生産(その57)へのリンク】
【実践編 第3章目次】
第3章 平準化で生産の波を小さくする
1. 生産を平準化する
2. 多品種対応のため段取り替え改革は必須
3. 不良ゼロを目指す品質保証とポカヨケのしくみ←今回の記事
第3章 平準化で生産の波を小さくする
「平準化」は、生産の波を小さくする改革であるとともに、需要と供給を一致させる生産のしくみづくりです。この章では「生産計画の平準化」「段取り替え改革」「品質保証とポカヨケ」について説明します。
3. 不良ゼロを目指す品質保証とポカヨケのしくみ
品質を保証する品質管理の技術。不良を出さない.出せないしくみをつくる。
【品質管理の目標は不良ゼロ】
(1)品質管理の歴史
平準化改革の最後のキーワードは、 「品質管理」です。
略して「品管」といったり、英語のQualityControlを略して「Qc」と呼んだりします。「品質管理」という言葉が生まれ、管理システムとしてとらえられるようになったのは、第二次世界大戦中の米国といわれます。
もちろん、それ以前にも、品質向上への取り組みはさまざまなモノづくりの現場で繰り返され、スイスの時計、 ドイツのカメラなどは、その工夫と努力に満ちています。しかし、その技術を支えていたのは、あくまでも、熟練工や“マイスター”と呼ばれる職能工の経験と勘であり、情熱でした。
第二次世界大戦という戦争の特徴は、それまでとは比較にならないくらい大量の物資が投入されたことです。その多くは、高度な技術を付加した工業製品であり、その品質が戦局を左右したのです。それゆえ、要求通りの製品をつくるために、品質管理に関する手法や技法が開発され、発展したのです。
当時の作業者は、知識も経験も乏しく、未熟でした。そこで、品質を確保するための検査を必要とし、 しかも、大量の製品を供給するためには、検査時間の短縮が急務でした。この矛盾を解決する手段として生まれたのが、 「抜取検査」です。工業生産に推計学(推測統計学)が応用された画期的な手法として注目を集めました。
しかし、いくら不適合品を合理的に排除しても、製品全体の品質がよくなければ、消費者に迷惑がかかります。ポイントは、いかに不良品を排除するかではなく、いかに不良品をつくらないか、です。未熟な作業者が多いなかで、不良を食い止める手段として、管理図を中心とした統計的品質管理の手法が考え出されました。
日本に本格的に品質管理の概念が導入されたのは戦後ですが、 1960年代後半には、日本製品の品質は飛躍的に向上し、世界で高く評価されるようになりました。そのため、日本の工業製品の成功は、積極的に品質管理技術を導入したからだと説く人は多いのです。しかし、外国に、日本と同じ技術を導入しても、日本だったら当然、防げるはずの不良が出てしまうのです。日本の作業者のように、敏感に異常を察知し、即座に対応できないからです。
そういった現状を見るにつけ、品質をつくり上げる根底にあるのは、その国の、その工場の文化ではないかと思うのです。とくに、日本人は、綴密な作業が得意で、小さなことが気になる民族です。些細なところまでチェックし、品質管理技術でガードする、しかも、短期間で。それが、 日本の工業製品の品質を世界のトップレベルに押し上げた、第一の理由ではないかと思います。
(2)工程のなかで品質をつくる
いろいろな管理技術を導入してもすぐに崩れてしまい、どうしても品質向上を果たせない工場があります。それは、その工場の文化の反映なのです。
そして、それは、大量生産時代にできた悪癖であることが多いのです。大量の受注に追われ、不良や問題が発生しても対応を先延ばしにし、量をつくることでごまかしてきた時代にしみついたものなのです。そのような工場で、いま、やるべきことは、技術の導入ではありません。モノづくりの根底に横たわる古い文化を解体し、新しい文化を創造することです。
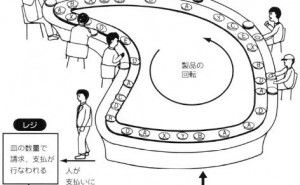
第一にやらなければならないことは、意識改革です。そのうえで、これまでとはまったく異なるやり方を導入します。ひとつずつ丁寧に良品をつくる「1個流し」と、後工程の要求に合わせてつくる「引っ張り生産」への転換です。そして、作業者が、「作業のなか、工程のなかで品質をつくり込む」という意識を持つことが最も大切なのです。
つまり、完成後の検査に...