

【実践編 第3章目次】
第3章 平準化で生産の波を小さくする
1. 生産を平準化する
2. 多品種対応のため段取り替え改革は必須
3. 不良ゼロを目指す品質保証とポカヨケのしくみ←今回の記事
【この連載の前回:流れ生産:ジャスト・イン・タイム生産(その60)へのリンク】
第3章 平準化で生産の波を小さくする
「平準化」は、生産の波を小さくする改革であるとともに、需要と供給を一致させる生産のしくみづくりです。この章では「生産計画の平準化」「段取り替え改革」「品質保証とポカヨケ」について説明します。
3. 不良ゼロを目指す品質保証とポカヨケのしくみ
品質を保証する品質管理の技術。不良を出さない.出せないしくみをつくる。
【不良ゼロを実現する実行手順】
(3)不良ゼロの3原則
【原則1】【原則2】は、前回掲載済です。
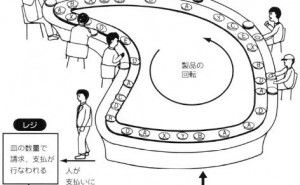
【原則3】つくったら一刻も早く使う-1個流し
「不良を見つける名人は使用者である」。-このことを、生産者は肝に銘じておくべきでしょう。
そのモノが不良であることが判明するのは、それを使おうとしたときです。たとえば、半製品に部品を組み付けようとしたときに、「穴の位置が違う」とか、「部品を付ける箇所が短すぎる」といった不具合が判明します。不良の情報を得たら、前述のように、工程に「使い勝手のしくみ」を組み込むといいのですが、すべての工程でできるとは限りません。
そのような場合は、 1個つくったら、すぐに後工程で使ってもらうようにすることが望ましいのです。ロット生産のように、ある程度の数がまとまらないと後工程に流れないラインでは、不良の発見が遅くなります。すぐに後工程で使ってもらうことで、不良を早く見つけてもらうのです。それができるのは「1個流し」です。そして、それを実現するために、組織のライン化・設備のライン化・小型専用機・ 自主検査・多工程持ち・多能工・ストップ方式などを組み込む必要があります。
品質保証において、「不良ゼロの3原則」はとくに重要ですので、ここでもう一度、まとめておきます。
- ①ジャスト ・イン・タイムで余分なモノがつくれないしくみを導入
- ②源流検査で使い勝手のしくみを導入
- ③徹底した1個流しによる、不良の早期発見
不良ゼロの実現は、「ジャスト・イン・タイム」「源流検査」「1個流し」のしくみを、いかに漏れなく組み込むかにかかっています。また、3原則にはすべて「ストップ方式」が入っています。詳細は後述しますが、不良が出そうになったら、または、ひとつでも出たら、必ず、「すぐに流れを止めること」を原則とすることです。
従来のラインでは、不良が出たら、とりあえず、それだけを除けておいて、流します。それでは、適切な対処ができません。流すことを優先するあまり、不良対策は後回しになってしまうからです。
不良をロットにまとめ、不良のパレート図を描き出しても、不良の傾向がわかるだけです。ひとつの不良には、必ずひとつの原因があります。たとえば、同じキズ不良でも原因はひとつではないのですが、これを「キズ不良」とひとまとめにしてしまうと、一つひとつの原因がぼやけてしまうのです。
1個の不良が出そうになっている、もしくは出たら、「断固としてラインを止める...












































































-戦略・知識-")





