

◆【特集】 連載記事紹介:連載記事のタイトルをまとめて紹介、各タイトルから詳細解説に直リンク!!
【実践編 第4章目次】
第4章 標準作業で作業のムダを取る
1. 標準作業で作業のスタンダードを設定する←今回の記事
2. 動作分析で作業のムダを取る
3. 自働化と人離しで作業者の負担を減らす
4. 生産を守る保全・安全の取り組みを進める
5. 「目で見る管理」で現状をオモテ化する
【この連載の前回:流れ生産:ジャスト・イン・タイム生産(その64)へのリンク】
1. 標準作業で作業のスタンダードを設定する
生産基準に必要な要素と、現状分析をもとにした標準作業の設定手順を説明します。前回の(1)標準作業とは何か?に続けて解説します。
(2)標準作業の設定手順
◆現状をオモテ化する
標準作業の設定は、現状作業を把握することから始めます。これを「オモテ化する」といいます。はじめに、対象範囲の作業と作業順序を洗い出し、一連の作業内容の時間観測を行います。
続いて、それぞれの作業単位の時間と対象範囲の一連の作業時間(サイクルタイム)を設定します。
◆標準作業の設定手順
標準作業は、タクトタイム・作業順序・標準手持ちの3要素について、生産現場の監督者がこのように改革したいという内容を設定します。設定作業は、次の3つの表を使いながら進めていきます。
前回の手順1に続けて、解説します。
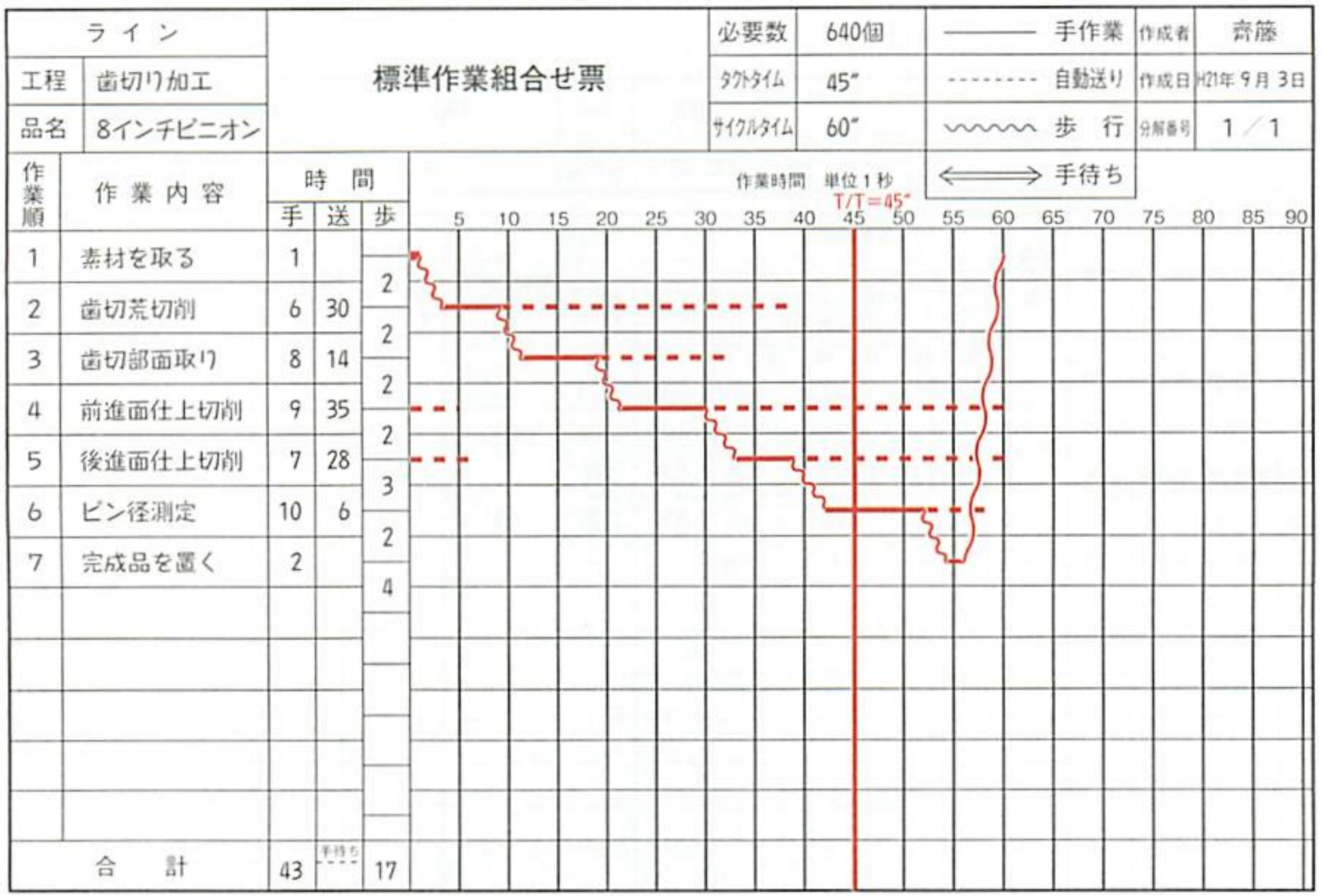
・手順2.標準作業組合せ票の作成
「標準作業組合せ票」は、タクトタイムを基準に、人と機械の仕事の時間経過をオモテ化するために使います。作成手順は以下の通りです。
- ①現状については、 「部品別工程別能力表」をもとに、生産の基準となるタクトタイムを、顧客の要求数量から計算します。
- ②作業順序を決め、手作業・自動送り ・歩行・手待ちの時間を計測し、人と機械の仕事のやり方、一定のサイクル作業を決めます。
- ③タクトタイムとサイク...











































































-戦略・知識-")





