【実践編 第4章目次】
第4章 標準作業で作業のムダを取る
1. 標準作業で作業のスタンダードを設定する
2. 動作分析で作業のムダを取る
3. 自働化と人離しで作業者の負担を減らす←今回の記事
4. 生産を守る保全・安全の取り組みを進める
5. 「目で見る管理」で現状をオモテ化する
【この連載の前回:流れ生産:ジャスト・イン・タイム生産(その71)へのリンク】
◆【特集】 連載記事紹介:連載記事のタイトルをまとめて紹介、各タイトルから詳細解説に直リンク!!
3. 自働化と人離しで作業者の負担を減らす
「働く」機械設備に変えることで、人の負担の軽減というムダ取り改革を行なう。
前回の(1)(2)(3)(4)に続けて、解説します。
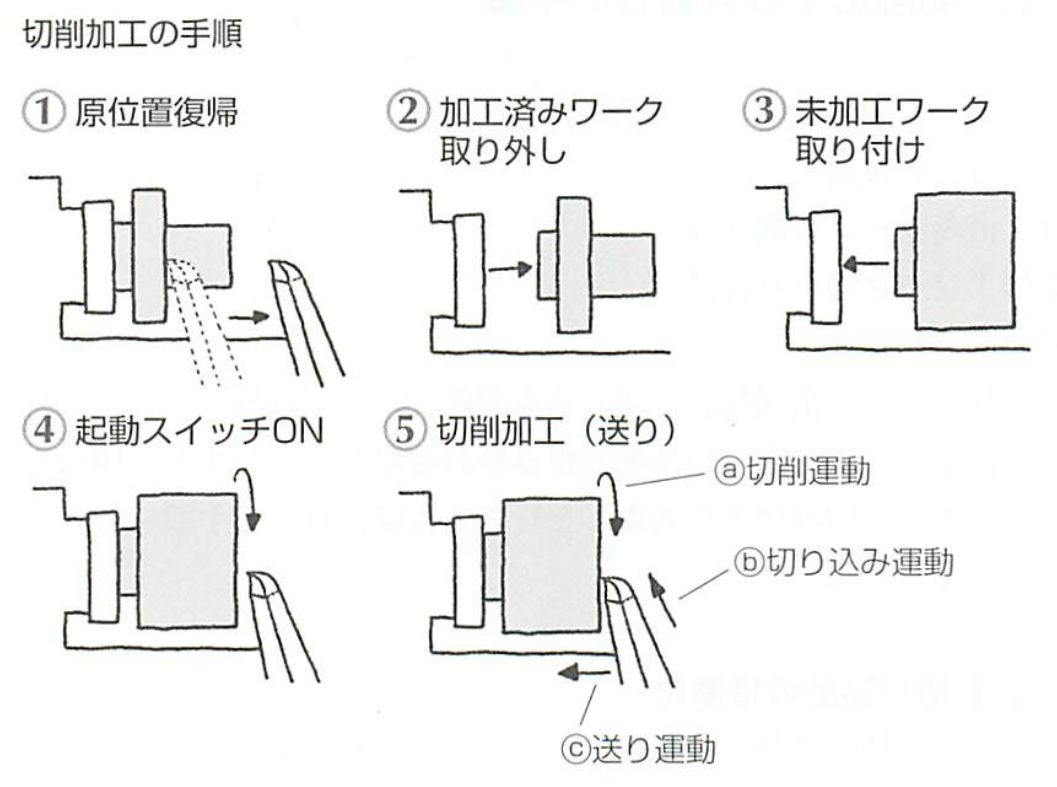
(5)切削加工の人離しの手順
一般に、切削加工は、次の図の手順で行ないます。
- ①原位置への復帰
- ②加工済みワークの取り外し
- ③未加工ワークの取り付け
- ④起動
- ⑤切削加工(切削運動、切り込み運動、送り運動)
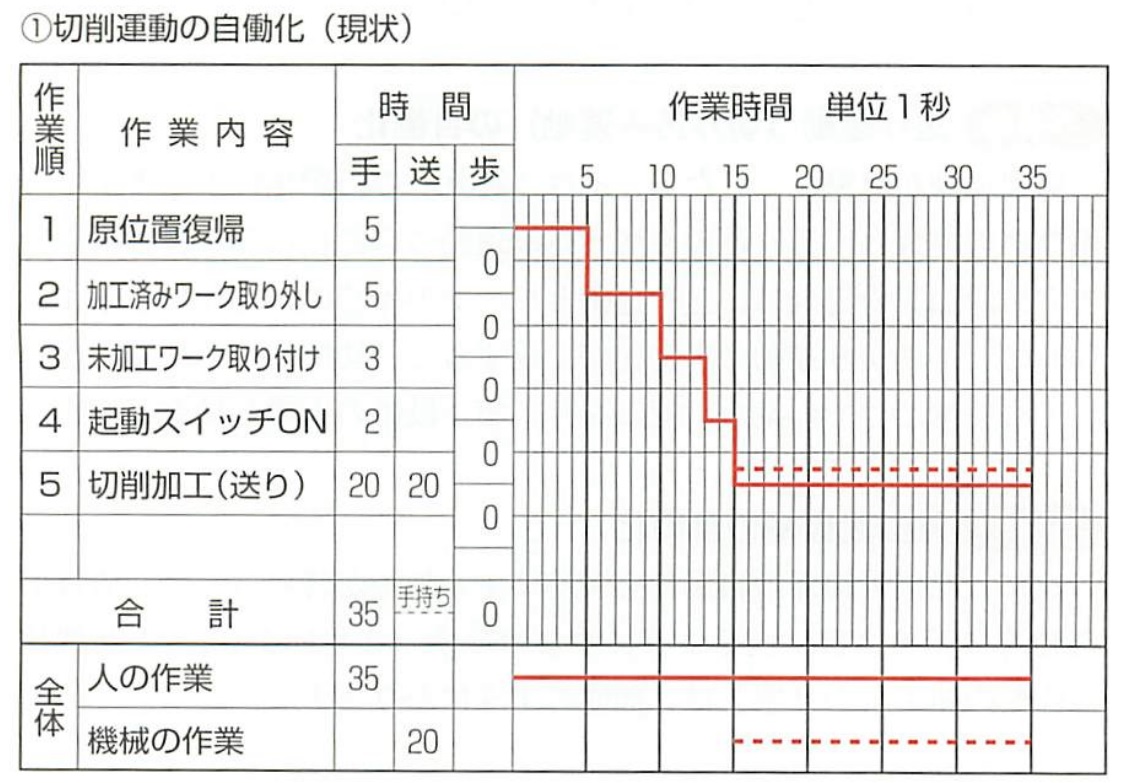
この作業を「人と機械の作業の組み合わせ票」に表わすと、図のようになります。切削加工で人離しを行なうには、以下の手順で行ないます。
【手順1】切削運動の自働化
手始めに「切削運動」の自働化をスタートさせます。しかし、切削運動を自働化しただけでは、人離しは実現できません。「人と機械の作業の組み合わせ票」はそのままです(図①)。
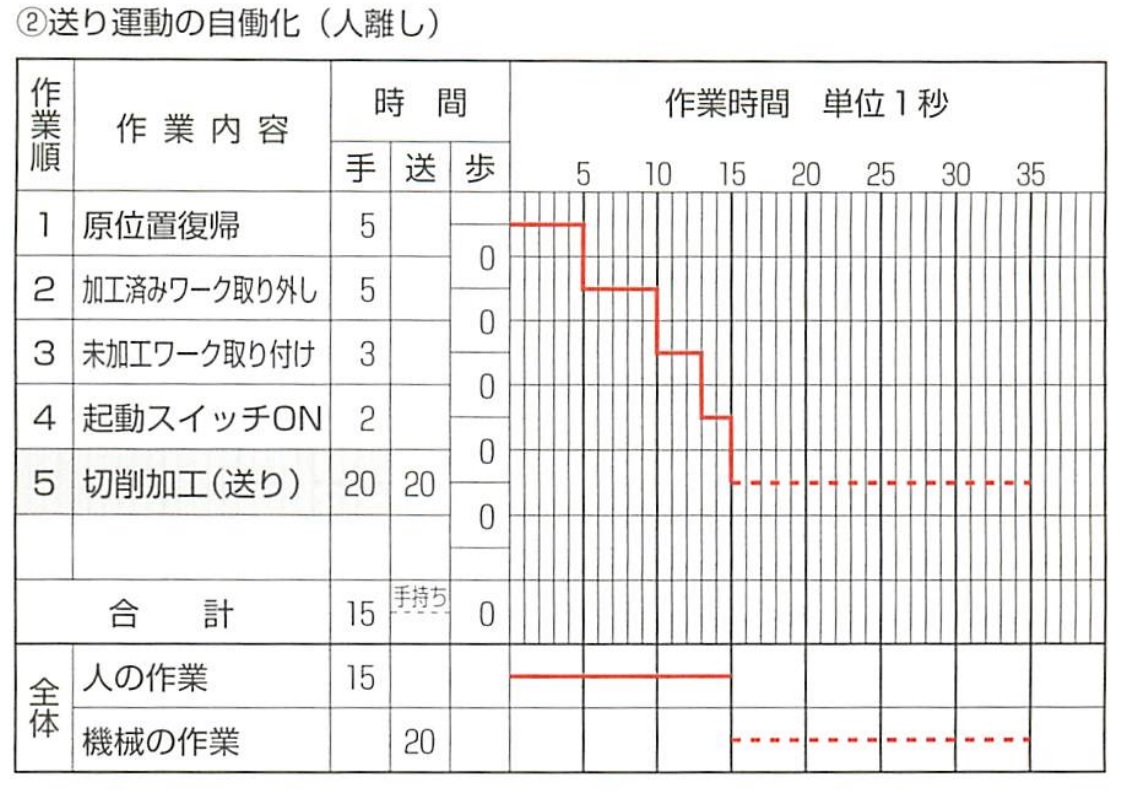
【手順2】送り運動(切り込み運動)の自働化
切削運動が自働化されたら、次は「送り」の自働化に入ります。旋盤などの場合は、送り運動や切り込み運動の自働化になり、ボール盤の穴あけ加工の場合は、送り運動とワークの保持の自働化になります(図②)。この送り運動の自働化が完成すると、切削加工中は、人が離れても機械だけで作業が可能となり、第1段階の人離しは完了です。
【手順3】原位置復帰の自働化
次に、原位置復帰の自働化を図ります。加工が終わったら、機械が自動的に元の位置に戻るようにするのです。これにより、「人と機械の作業の組み合わせ票」は、図③のようになります。
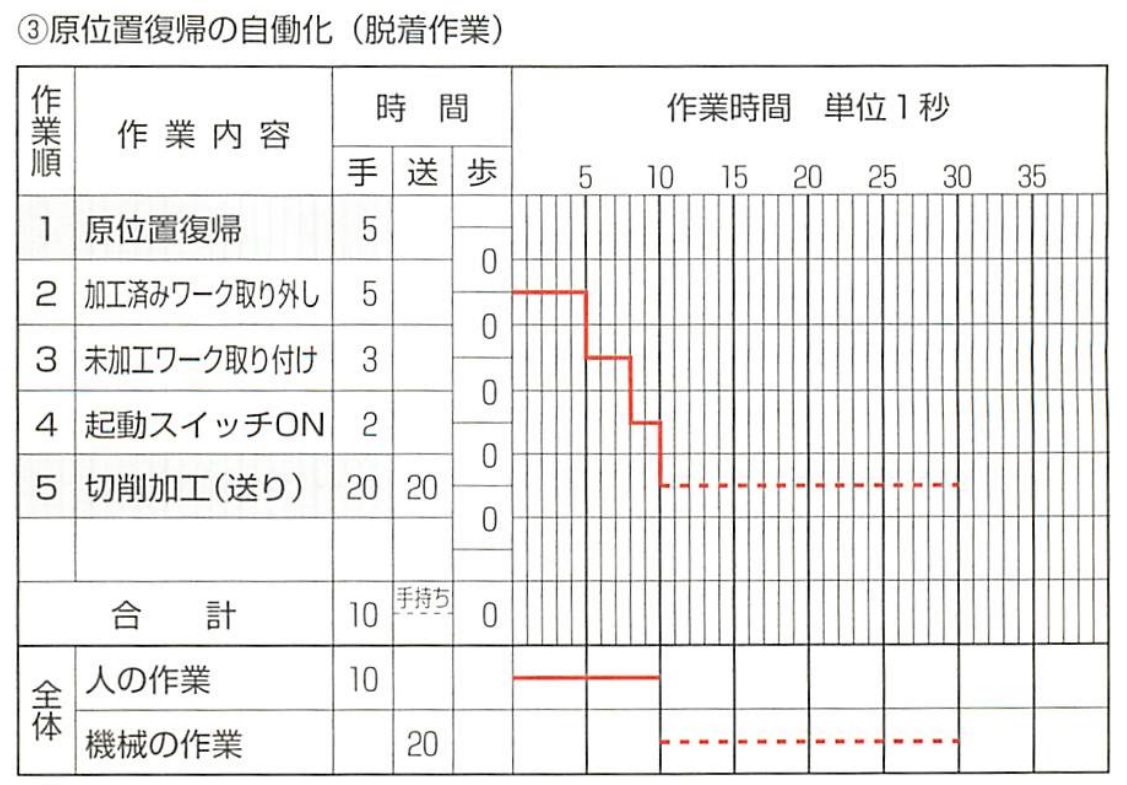
次は、加工済みワークの取り外し(脱)、未加工ワークの取り付け(着)とな'ります。これを「脱着作業」と呼びます。
【手順4】加工済みワーク取り外しの自働化
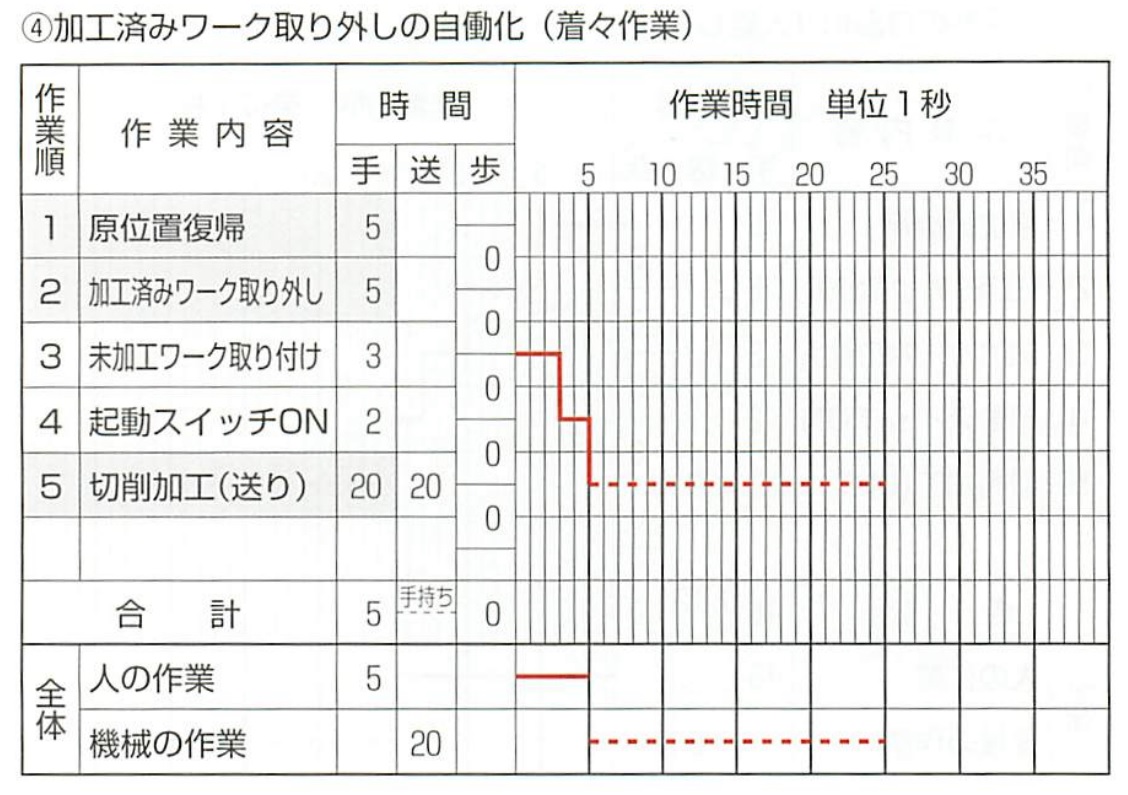
ワークの取り付けは、 まだ人手で行なったほうが安いという理由で自働化せず、ワークの取り外しの、自働化が先に実施されることが多いようです。図④は、加工済みワーク取り外しの自働化が行なわれたときの「人と機械の作業の組み合わせ票」です。
ワークの取り外しが自働化されると、「脱着作業」のワーク取り出しが不要となり、ワークを取り付けて(着)スイッチを入れる、ワークを入れてスイッチを入れるという「入れ・入れ作業」になります。「脱着」の脱がとれて、 「着々作業」とも呼ばれます。
【手順5】未加工ワーク取り付けと起動の自働化
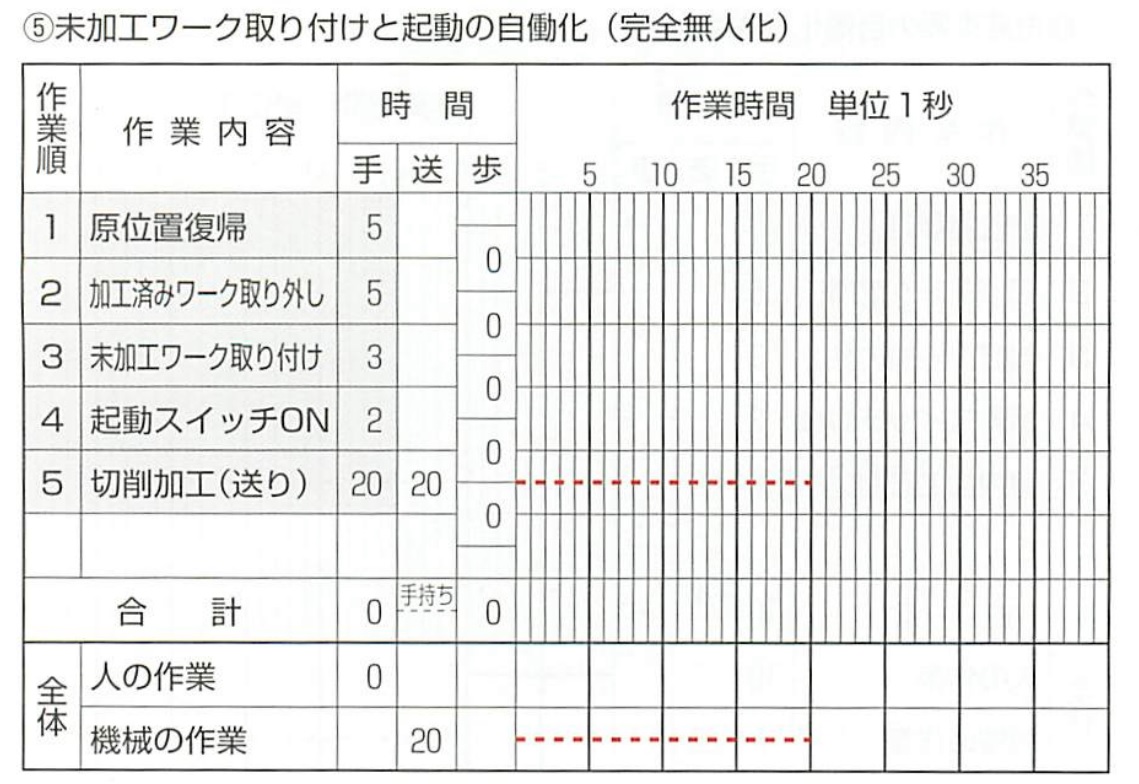
人手作業で最後に残ったのは、未加工ワークの取り付けと起動のスイッチ入れです。図⑤は、未加工ワーク取り付けと起動の自働化を示したものです。これが実現されると、その工程は「完全無人化」となります。これまで示したように、工程をオートメーション化したり、完全無人化するには、徹底した人離しと不良の出せないしくみづくりが最重要課題で...






























































![[エキスパート会員インタビュー記事]食品業界の改善活動から始まった多面的な改善アプローチ(小松 加奈 氏)](https://assets.monodukuri.com/article/jirei/2264/a9eb64e5-28e8-47eb-a839-d2547966154e-thumb.png?d=0x0)