
【実践編 第2章目次】
第2章 流れ生産で工場に流れをつくる
1. 流れをつくる生産のライン化の手順←今回の記事
2. 多工程持ちで少人化を実現させる
3. 少人化で生産ラインを効率よく、柔軟にする
4. かんばんのしくみで引っ張り生産に転換する
第2章 流れ生産で工場に流れをつくる
実践編 第2章から、JIT改革の具体的な実践手法についての解説に入ります。「流れ生産」は、職場や現場に流れをつくる改革です。「流れ生産」「少人化」「かんばん」の3つの手法を取り上げます。
1. 流れをつくる生産のライン化の手順
製品の特性に合わせたライン化の手法と、乱れた流れを整えていくための3ステップ。前回に続けて解説します。
◆ 流れ線図でモノの流れのムダを取る
モノの流れがスムーズになっていない場合は、ムダを取ってきれいな流れにしていきます。そのためには、現状のモノの動きをオモテ化する必要があります。
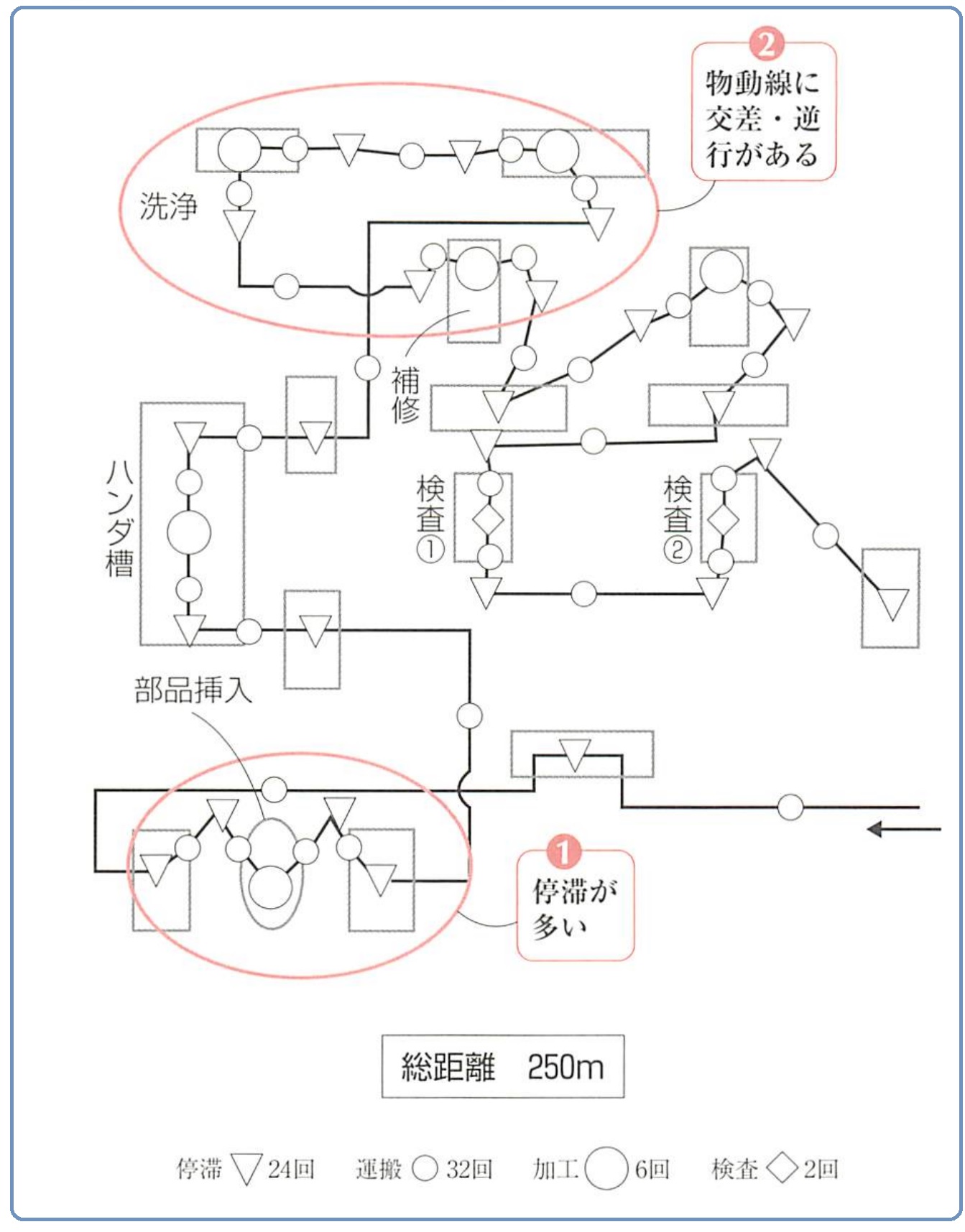
製造現場でのモノの動きは、停滞・運搬・加工・検査の4つの工程要素からなり、完成まで流れていきます。「流れ線図」は、いわば“モノの動線”で、これをたどることで、停滞・運搬の多い箇所、流れの逆行・交差などの問題点をあぶりだし、これをもとに、現場で問題点の解決を図ります。
停滞と運搬を最小限にしたり、逆行や交差などの動きのムダを取っていくのです。
手順1. 「流れ線図」の作成
① 対象工場・職場のレイアウト図を書き、機械設備や作業台などを記入
② 対象製品を選定
③ モノの流れに沿って、下記のマークを使い物動線を記入(加工の○は、運搬より大きな○で記入)
- 加工 ○
- 運搬 ○
- 検査 ◇
- 停滞 ▽
④ 停滞・運搬・加工・検査の総回数を記入
運搬は総距離数を記入
手順2. 検討
・停滞・運搬の回数が多くないか?
・物動線が交差・逆行しているところはないか?
こ...






























































![[エキスパート会員インタビュー記事]食品業界の改善活動から始まった多面的な改善アプローチ(小松 加奈 氏)](https://assets.monodukuri.com/article/jirei/2264/a9eb64e5-28e8-47eb-a839-d2547966154e-thumb.png?d=0x0)



![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















