

【実践編 第2章目次】
第2章 流れ生産で工場に流れをつくる
1. 流れをつくる生産のライン化の手順
2. 多工程持ちで少人化を実現させる
3. 少人化で生産ラインを効率よく、柔軟にする←今回の記事
4. かんばんのしくみで引っ張り生産に転換する
第2章 流れ生産で工場に流れをつくる
実践編 第2章から、JIT改革の具体的な実践手法についての解説に入ります。「流れ生産」は、職場や現場に流れをつくる改革です。「流れ生産」「少人化」「かんばん」の3つの手法を取り上げます。
3. 少人化で生産ラインを効率よく、柔軟にする
生産ラインのスリム化と、効率化を実現するまったく新しい人的なしくみ。
◆ 定員制を見直す
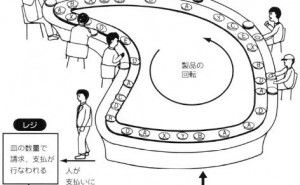
「定員制ライン」の問題を別の角度から見ていきましょう。先の例で、これまでは、 10人の作業者で500台の生産をしていたとします。ある日、生産量が400台に減ったので作業員を2人減らして、8人で作業をしようとします。
しかし、 10人の作業を8人に減らすのは簡単なことではありません。作業の再配分やうまく流すための変更など、たくさんの課題が出てくるからです。これを、受注変動に合わせて毎日、または半日ごと、さらには、時間単位で対応するなど困難といわざるをえません。
このように、作業を細分化・専門化して、ベルトコンベアによる流れ生産をする従来の方法では、現在のような激変する生産量に合わせて人員を増減するのは容易なことではないのです。そこで、「キャラバン作業」といわれる対策をとることを考えます。
その日の生産量が終わるまでは作業をして、終わったらラインを止めて、ほかの職場の応援に行くのです。しかし、そう簡単にキャラバン作業者の仕事を用意できるわけではありません。多くの場合、キャラバン作業者たちは、たんに各職場へ散らばっただけで、暇をもてあますことになります。
また、仮に、各職場が、急いでその時間分の仕事をかき集めたり、前倒しして川意したとしても、それはその場限りのこと。キャラバン作業という病は各職場に広がり、いつの間にか、工場全体がキャラバン状態のバッチ生産になってしまうのです。
現在の激しい変動に正しく対応するためには、 日々の顧客要求量をオモテ化し、これをもとにした全職場の少人化計画をつくり、工場全体で人員の最適化を図っていかなければなりません。この少人化計画による少人化組織、そして非定員ラインこそが厳しい社会を生き抜き、最低コスト生産を可能にするカギといえるのです。
◆ 少人化・省人化・省力化
「しょうじんか」には2つあります。
少人化とは、 「変動する顧客の要求量に合わせて、最も少ない人員で対応すること」です。つまり、「定員制」ではなく、「非定員制」の組織を意味しているのです。一方、省人化は、文字通り「人を省く」という意味です。「少人化」のように、受注変動への対応やムダ取りをするのではない、たんなる人減らしにすぎません。
人を省いても、それに対応した改革ができていればよいのですが、そうでなければ、労働強化になるだけです。そのような、たんなる省人化では長続きはしません。広義の少人化のなかには、狭義の省人化も含まれていると解釈したほうがよいでしょう。両者を区別するために、前者を「目なし少人化」、後者を「目あり省人化」と呼んでいます。
また、このようなケースがありました。それまでは単軸のボール盤を使って、人手で穴あけをしていたのですが、 NCボール盤を導入することにしました。これで、作業者の手があいたように思えますが、実際には、そうではありません。作業者がオペレーターとして機械に付いているからです。
ワークをセ...




























































![[エキスパート会員インタビュー記事]食品業界の改善活動から始まった多面的な改善アプローチ(小松 加奈 氏)](https://assets.monodukuri.com/article/jirei/2264/a9eb64e5-28e8-47eb-a839-d2547966154e-thumb.png?d=0x0)



![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















