【実践編 第2章目次】
第2章 流れ生産で工場に流れをつくる
1. 流れをつくる生産のライン化の手順
2. 多工程持ちで少人化を実現させる
3. 少人化で生産ラインを効率よく、柔軟にする
4. かんばんのしくみで引っ張り生産に転換する←今回の記事
第2章 流れ生産で工場に流れをつくる
実践編 第2章から、JIT改革の具体的な実践手法についての解説に入ります。「流れ生産」は、職場や現場に流れをつくる改革です。「流れ生産」「少人化」「かんばん」の3つの手法を取り上げます。
4. かんばんのしくみで引っ張り生産に転換する
かんばんは、モノの管理と作業指示のためのしくみです。わかりやすい「目で見る管理」にも有効です。
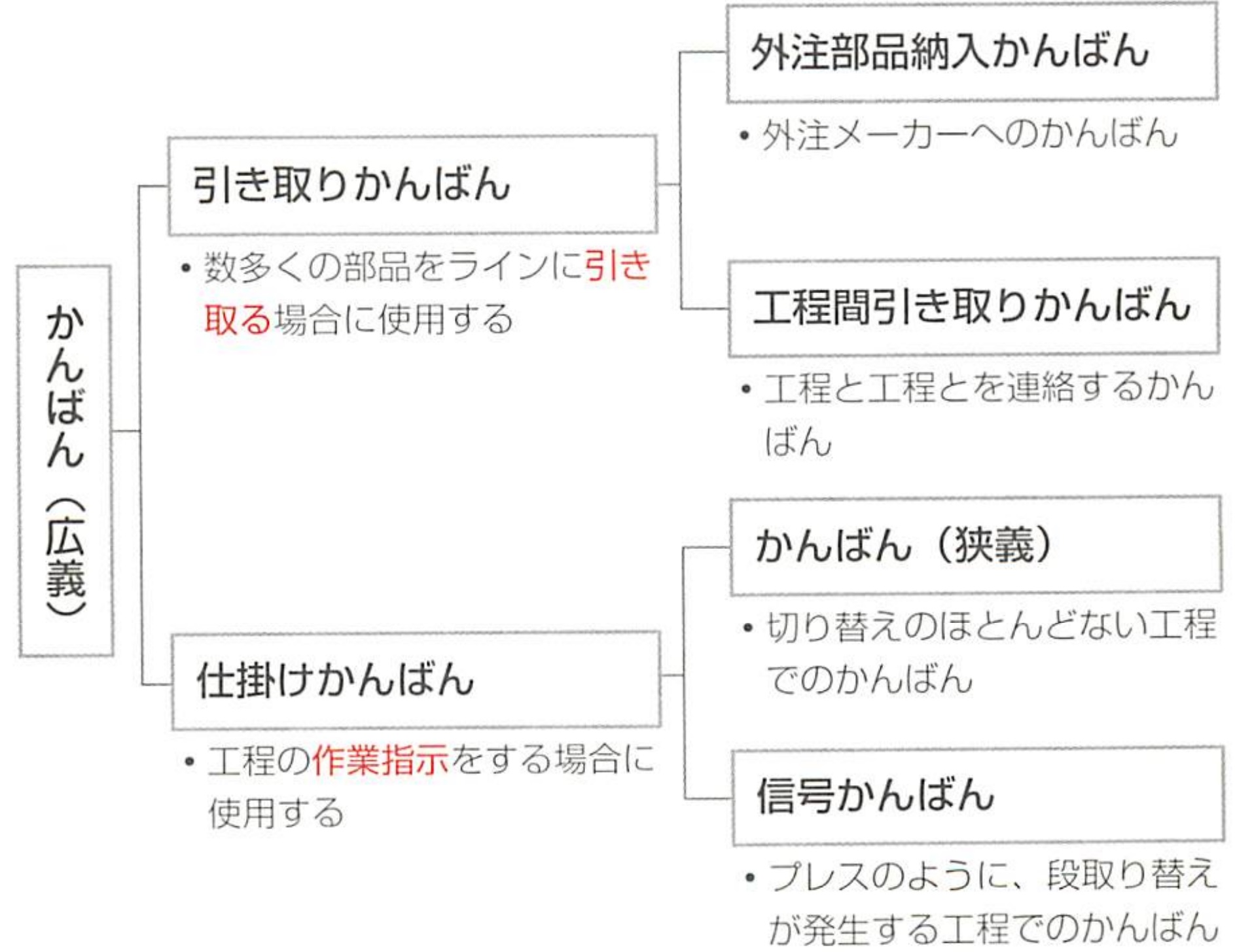
図.かんばんの種類
◆かんばんの運用手順
前回の(3)かんばんの枚数を決めるに続けて、解説します。
(4)かんばんの運用と管理のしかた
モノから外されたかんばんは、一時収容する場所が必要です。それを「かんばんポスト」、または、たんに「ポスト」などと称しています。
外れた仕掛けかんばんは、作業計画に組み入れて作業指示に使います。このようなかんばんを差し立てる管理板を「かんばん差立板」「仕掛け管理板」などといいます。モノから外されたかんばんは以下のように運用・管理されます。
【かんばんポストによる運用】
かんばんポストとは、外れたかんばんを一時収容する入れ物です。引き取りかんばんは次の手順で運用されます。
手順1.かんばん外し
作業者が、最初に部材を使用するときに、部材に付いている引き取りかんばんを外し、かんばんポストに入れる。
手順2.かんばん回収
「水すまし」と呼ばれる運搬係が、ポスト内のかんばんと空容器を定期的に回収するため、ポストには以下の項目と行き先を記入する。
- ポスト名 :通常は、たんに「かんばんポスト」と記入するが、個別の名前を付けてもよい。
- ポストNo. :そのポストであることを示す、わかりやすい番号。
- 回収時間 : 1日何時と何時に回収するのか、その時間を記入。
- 回収担当者名:当ポストのかんばんを回収する担当者の氏名を記入。
手順3.かんばん差し替え
水すましは、回収した引き取りかんばんと空容器を持って前工程のストア(仕掛り在庫置き場)へ行き、該当する部材に付いて...