

【実践編 第3章目次】
第3章 平準化で生産の波を小さくする
1. 生産を平準化する
2. 多品種対応のため段取り替え改革は必須←今回の記事
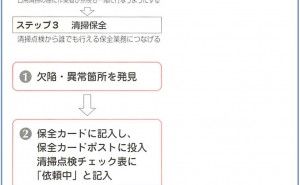
3. 不良ゼロを目指す品質保証とポカヨケのしくみ
第3章 平準化で生産の波を小さくする
「平準化」は、生産の波を小さくする改革であるとともに、需要と供給を一致させる生産のしくみづくりです。この章では「生産計画の平準化」「段取り替え改革」「品質保証とポカヨケ」について説明します。
2. 多品種対応のため段取り替え改革は必須
多品種化に対応するほど段取り替えは頻発する。改革のポイントは段取り時間と5つの定石。
(2)段取り替え作業の種類
タイプ 1.取り替え作業
機械加工の工場で多く見かける作業で、段取り替えの代表ともいえます。プレスの金型や成形機の型の取り替え、 ドリルやノコチップなどの、刃物の交換があります。
タイプ 2.調整作業
コンピュータを利用した精密切削加工や検査装置などで、基準を変更する作業があります。この作業の腕の見せどころは調整作業で、これがあるかぎり、ノウハウは個人の作業者に蓄積し、その人にしかできない仕事が残ってしまいます。
タイプ 3.切り替え作業
組立ラインでは、製品が変われば、それに使用する組立品や部材の供給も切り替わります。段取り替えは、金型の取り替えをする加工部門だけではなく、組立部門にも発生します。この場合は「段取り替え」というより、多くは「切り替え」と呼ばれています。
タイプ 4.一般準備作業
製造を開始する前のもろもろの準備作業です。機械への仕事や作業者の差立、図面の確認、それに掃除などの後処理も含まれます。
(3)内段取り時間と外段取り時間がある
一般に、段取り替え時間というと、 「段取り作業の開始から完了までの時間」だと思っている人が多いようです。これは誤りで「現在の加工が終わった時点から、段取り替えをして、次の加工をして最初の良品が出るまでの時間」をいいます。
つまり、機械がワークに付加価値を付けていない時間のことで、正しくは「内段取り時間」といいます。しかし、これを通常「段取り替え時間」「段取り時間」「段替え時間」と呼ぶことが多いので...




























































![[エキスパート会員インタビュー記事]食品業界の改善活動から始まった多面的な改善アプローチ(小松 加奈 氏)](https://assets.monodukuri.com/article/jirei/2264/a9eb64e5-28e8-47eb-a839-d2547966154e-thumb.png?d=0x0)



















-戦略・知識-")






