【実践編 第3章目次】
第3章 平準化で生産の波を小さくする
1. 生産を平準化する←今回の記事
2. 多品種対応のため段取り替え改革は必須
3. 不良ゼロを目指す品質保証とポカヨケのしくみ
第3章 平準化で生産の波を小さくする
「平準化」は、生産の波を小さくする改革であるとともに、需要と供給を一致させる生産のしくみづくりです。この章では「生産計画の平準化」「段取り替え改革」「品質保証とポカヨケ」について説明します。
1. 生産を平準化する
平準化とは、大きな波をさざ波にすること。「需要」に合わせて「供給」する生産するしくみ。
(3)ダンゴ生産と平準化生産の違い
平準化生産とダンゴ生産ではどんな違いがあるのでしょうか。ここで両者の違いを整理しておきましょう。
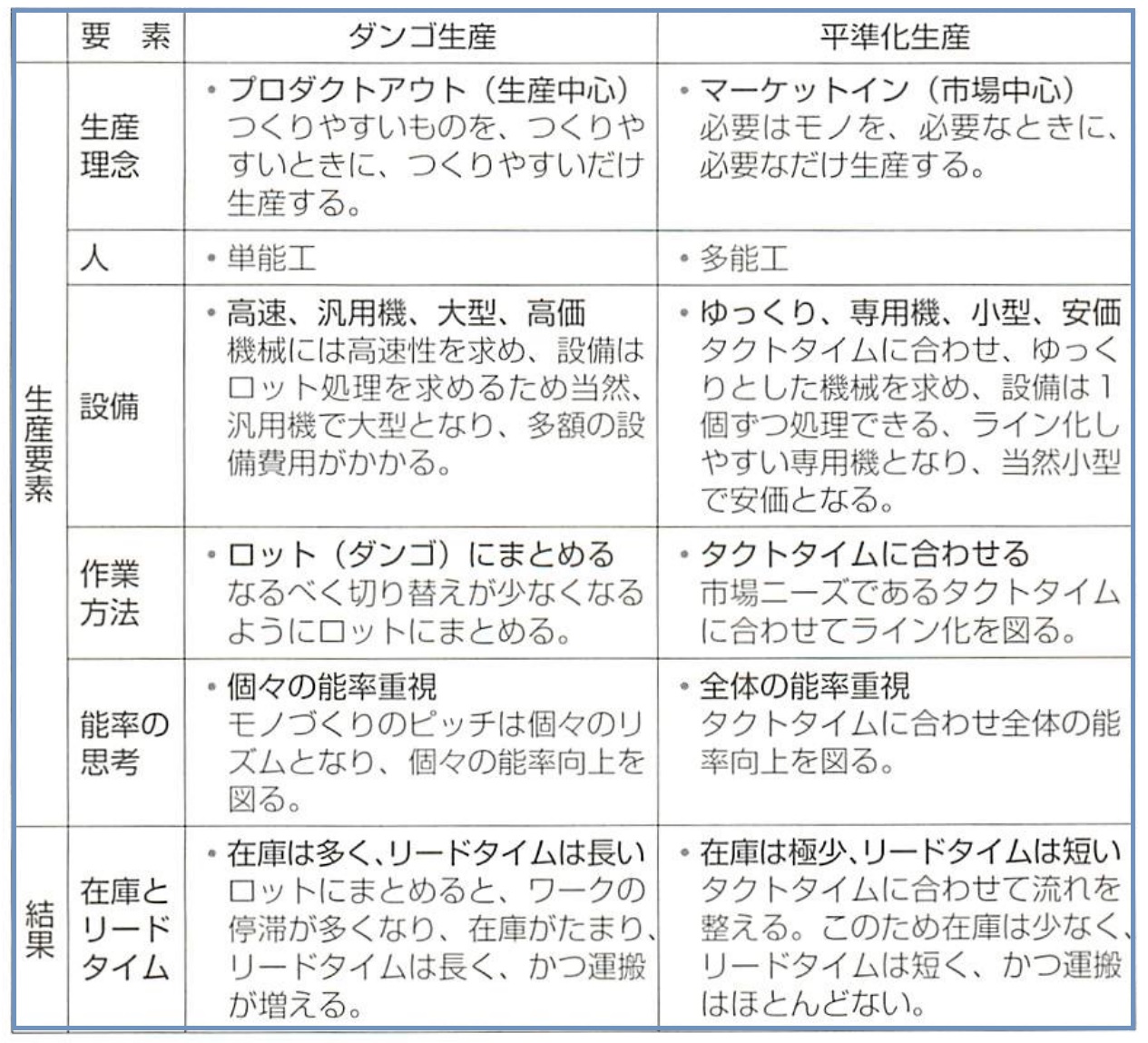
表.ダンゴ生産と平準化生産の違い
【生産要素.1】生産理念
ダンゴ生産と平準化生産では、生産理念が大きく違います。
ダンゴ生産は、つくりやすいモノを、つくりやすいかたちでつくる生産主体のつくり方、つまりプロダクトアウトであるのに対し、平準化生産は、市場主体のつくり方、つまりマーケットインになります。
【生産要素.2】人
ダンゴ生産では単一工程持ちの単能工、平準化生産では多工程持ちなどの多能工になる。
【生産要素.3】設備
ダンゴ生産は、同一品種を大量につくる、部品や金型の切り替えをして多くの品種をつくる、 という特徴があります。そのため、スピードがあり、かつ、いろいろな品種がつくれる汎用性が求められます。
このような機械は、大型で高価なものになります。これに対して、平準化生産では、 タクトタイムに合わせてつくれて、かつ、ライン化しやすい小型の機械が要求されます。これは専用機で、かつ、安価です。
【生産要素.4】方法
ダンゴ生産とは、大きなロットを編成し、品種によって発生する部品や金型の切り替えをできるだけ少なくするつくり方です。一方、平準化生産は、その品物のタクトタイムに合わせた、ライン化を考えます。
【生産要素.5】率の思考
ダンゴ生産では、プレスや切削など、それぞれの工程単位や作業者単位での能率向上を優先させます。個々の能率重視です。これに対して、平準化生産では、 タクトタイムに合わせた、製品完成に至る工程全体での能率を重視します。
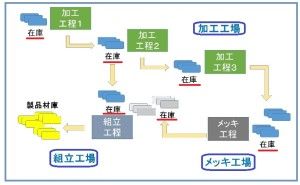
【結果】庫とリードタイム
ダンゴ生産の場合、流れが切れる工程の間には、必ず、在庫がたまります。在庫がたまれば停滞が発生し、停滞が発生すれば、 リードタイムが長くなり、運搬が発生します...