

2.SQHKラインとは
前回の2)対象職場「ブレーキシューアッシー接着工程」の説明に続けて、解説します。
3)締め付けセットのSQHK化の説明
前回で話題にした「どのようにしてBL(ブレーキライニング)をブレーキシューに加圧するのか」ですが、鉄製の円形のバンドの内側に、バンドに沿うように、接着剤を塗布したBLとブレーキシューをセットし、シューを押し広げることにより加圧するのですが、これを「締め付けセット」と言います。
この締め付けセットが、どのように進化して、SQHK化したかを、順を追ってご説明します。
【この連載の前回:【快年童子の豆鉄砲】(その75)へのリンク】
Ⅰ. 工場移転前
筆者が赴任したときは、鋳物のジグでシューのリムの内側を直接押し付ける形式だったのですが、ジグが重く、値段も高かったので、新品種の生産開始を機に、筆者のアイデアで、その品種に対して図のような板バネにしたところ、作業者から圧倒的な好評を得て、全品種を板バネに変更して生産していました。ターンバックルの締め付けは変わりませんでしたが、ジグが軽くなり取り扱いやすくなったので、生産数が1割ほどアップしました。
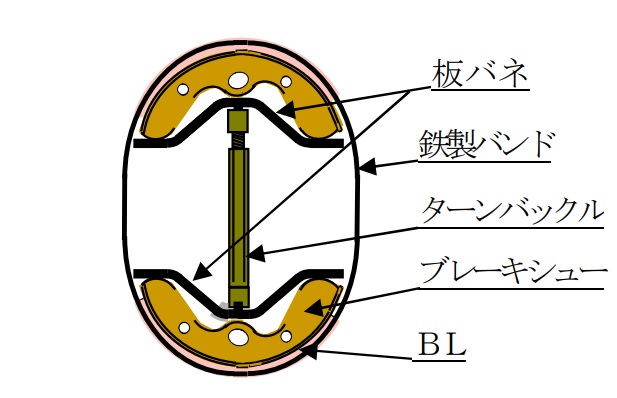
図58-1 移転前の締め付けセット
締め付けセットの各部品の名前は図58-1に記載した通りです。当初は、左図の板バネが、シューのリムの内側をコの字型の鋳物製のジグで押す形式でしたので、シューの半径が変わると別のジグが必要でしたが、板バネの場合、可成りの品種を共通で使えるところが好評でした。ただ、BLがずれてリムからはみ出すのが数%発生し、はみ出した部分を削る手直しが発生しました。
Ⅱ. 工場移転後
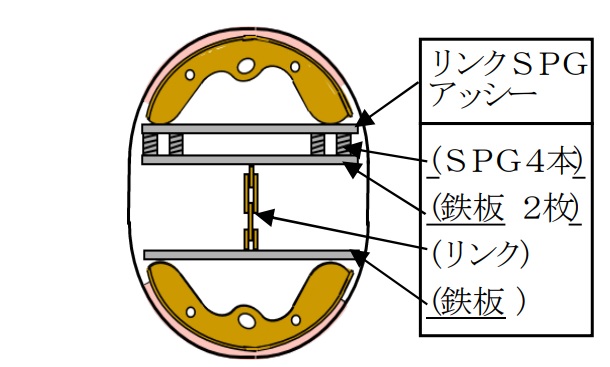
図58-2 移転後の締め付けセット
工場移転後、技術課が新調したラインに使用した締め付けセットは図58-2の様に、拡張ジグとして、ターンバックルと板バネの代わりに、図のような“リンクSPG(スプリング)アッシー”を使います。使い方は、縮んだ状態のリンクの頭をハンマーで叩いて、リンクを伸ばしてSPGを撓ませて圧力を発生させます。ターンバックルをスパナで拡張する作業が、ハンマーでの一叩きになり、生産性は大幅に上がりましたが、BLのはみ出しが20%発生し、内5%は手直し不可能で廃棄になりました。
Ⅲ. SQHK化後
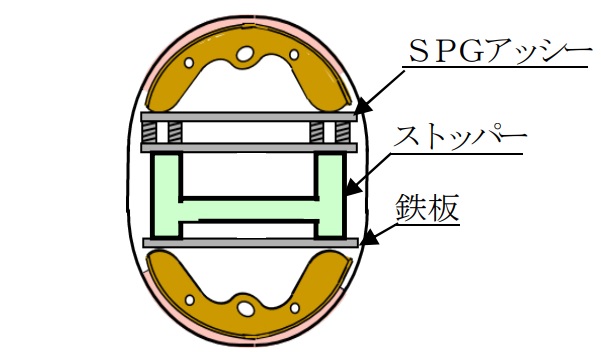
図58-3 SQHK化後の締め付けセット
作業者は、安全扉が開いたら、ストッパーが下に降ろされた状態の締め付けセットから完成したSAを取り出し、シューとBLをセットして、安全扉を閉めるとSPGアッシーと鉄板を押し広げ、ストッパーが上がって来たら押し広げ力を開放して締め付けセットが完成、自動で加熱炉へのコンベアに供給され、作業者は可動部とは無縁なので安全です。不良がゼロになった理由は、次項でご説明します。
4)SQHK化後に不良がゼロになった理由の説明
リンクSPGアッシー式締め付けセットによる高不良率の原因を、接着の原理原則に立ち返って調査したところ、接着剤は、120~150℃で、一度液状化することが分かったのです。
一方、リンクSPGアッシー式締め付けセットは、ハンマーで叩いてリンクを伸ばした時、シューに掛かる力の方向が水平ではないため、シュートBLの間にはかなりの残留応力がかかった状態で加熱炉に入りますので、接着剤が液状化した際、残留応力を吸収する方向にBLがずれるために起こる不良だと分かったのです。
そこで、圧力を受けるストッパーの両側を平行にして、シューとBLがセットされた時、残留応力が発生しないようにしたところ、不良発生がゼロになったのです。






























































































































![設備・機械メンテナンス実務講座[油・空圧コース]](https://assets.monodukuri.com/product/photo/5a73d3e9-6ff0-45aa-b909-2fc4e284732d.jpeg?d=0x0 "設備・機械メンテナンス実務講座[油・空圧コース]")

![設備・機械メンテナンス実務講座[シーケンス制御コース]](https://assets.monodukuri.com/product/photo/5a73d3e9-a204-4177-bf74-2fc4e284732d.jpeg?d=0x0 "設備・機械メンテナンス実務講座[シーケンス制御コース]")



