3.「C型PDPC」の使い方
3)各ステップの進め方
表66-1のステップに従って、C型PDPCのつくり方をご説明します。
表66-1 C型PDPC作成の9ステップ
【この連載の前回:【快年童子の豆鉄砲】(その84)へのリンク】
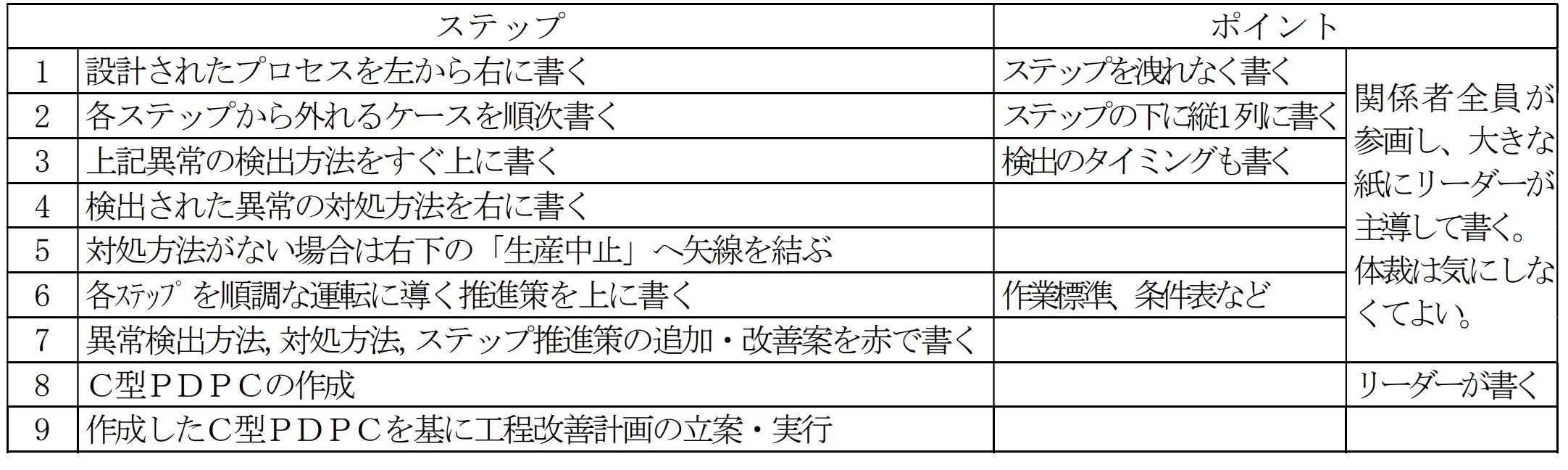
Step 1:設計されたプロセス(工程)を左から右に書く
この事例の場合、下記の通り7工程なのですが、実際は、記入内容が書けるよう工程間は広く取ります。

図67-1 ウレタン発泡のプロセス
この事例の場合、工程を知り尽くした小人数で取り組みましたので、工程のステップ名を丸で囲むだけでしたが、衆知を集める必要がある場合は、工程に詳しくない人も参加しますので、ステップ名の下に、下図の様に記入スペースを準備して、そう言った人でも工程を理解することが出来る程度の説明を記入するようにします。
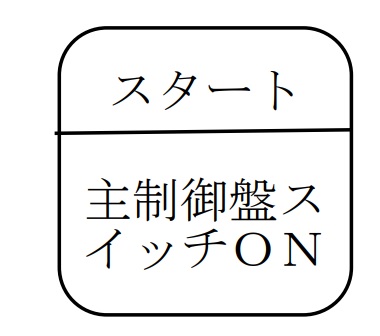
図 67-2 工程記入例
【ポイント 1】ステップの異常を思いつく程度の情報が必要。
この事例の場合、最初の「マシン正常」を例にとりますと、2液の混合比、ヘッドの吐出圧、混合ミキサーの回転数の正常値を記入します。
Step 2:各ステップから外れるケースを書く
スタート(スイッチをON)した時、設備が正常に作動しないケースを右略図の様に記入します。実際は6つのところ、略して3つにしてあります。
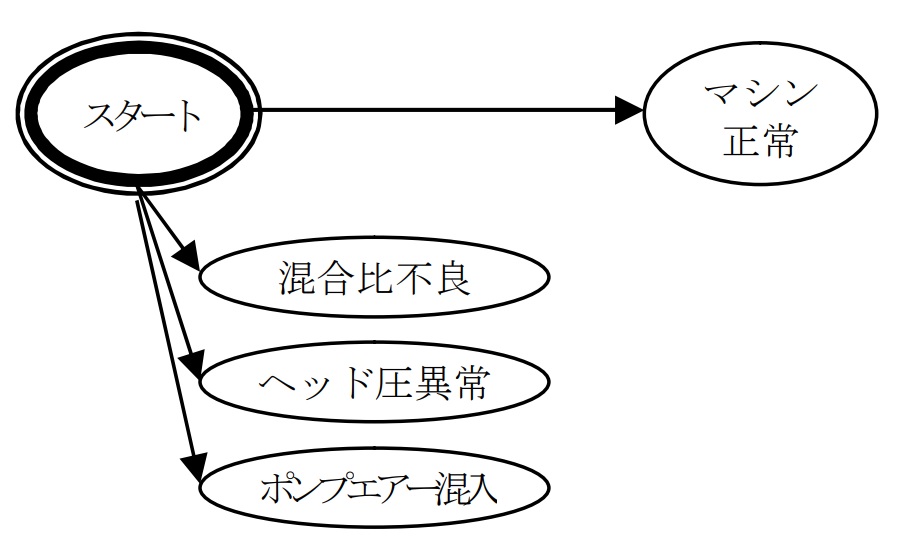
図67-3 ステップから外れるケースの記入例
【ポイント 1】突拍子もないことを大事にする。
参加者から、外れるケースとして“そんな馬鹿な”と言うような、ありそうもないことが出されることがあるのですが、すぐに否定せず、記入しておくと、後の検討時に、思わぬリスクの発見につながることがあります。
例えば、“ミキサーの逆回転”など、普通では考えられないことですが、保全での結線間違いはあり得るわけで、“保全後の回転方向チェック”が保全標準に入っていないことに気付かされたことがあります。
Step 3:上記異常の検出方法を記入する
最終は、Step 7(異常検出方法、対処方法、ステップ推進策の改善案を赤で書く)になるのですが、この時点で、空きスペースを使って下図の様に記入しておくと、漏れを防ぐことが出来ます。
図67-4 異常の検出・防止策の記入例
「ヘッド圧異常」と「ポンプエアー混入」は圧力計でのチェックになりますが、「混合比不良」は事後のチェックは不可能ですので「混合比自動設定」は“発生防止策”になることを示すために二重線にしてあ...