1.C型PDPC
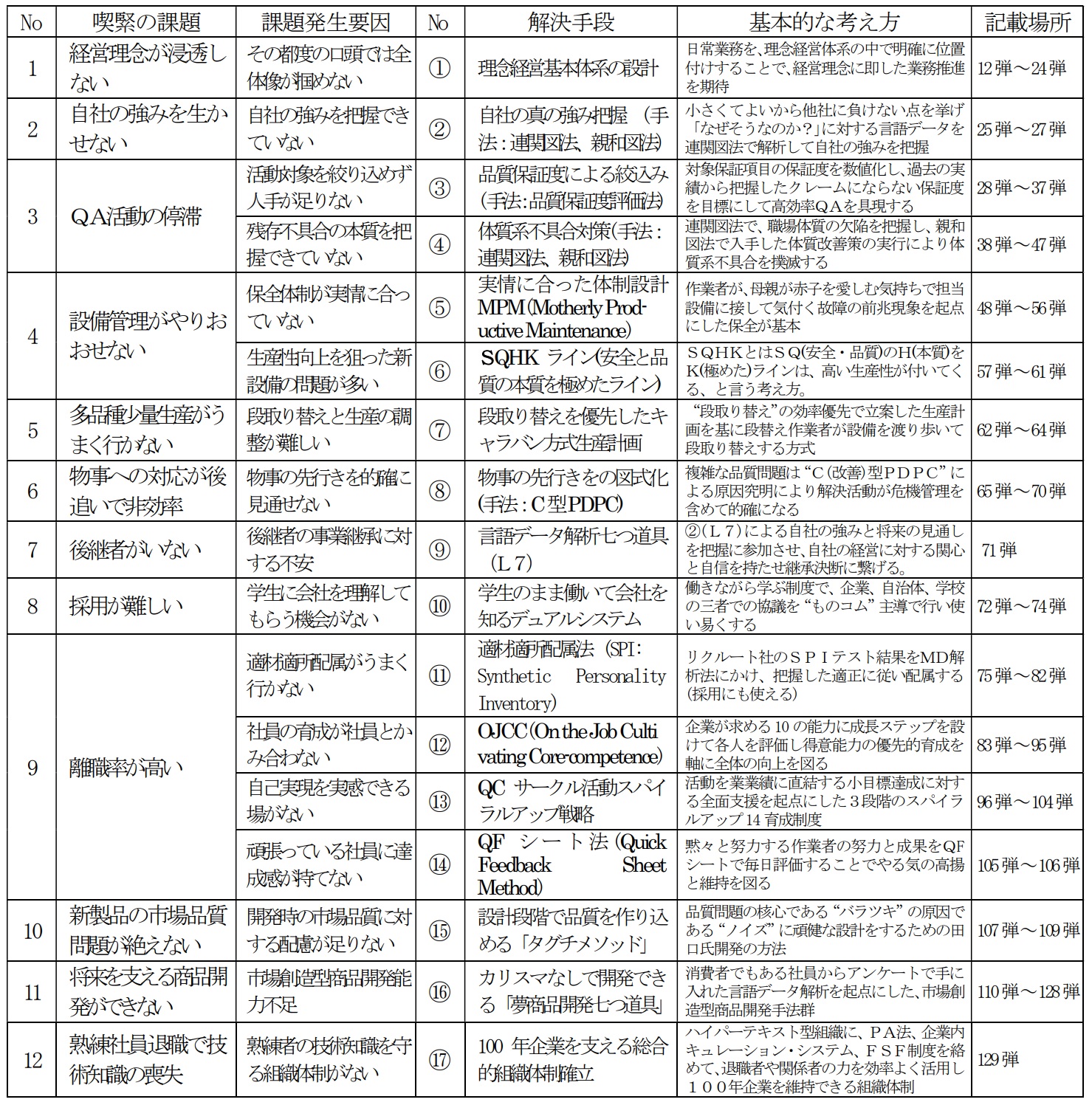
今回から、表2-1 にある「喫緊の課題」の6番目「物事への対応が後追いで非効率」の発生要因「物事の先行きを的確に見通せない」(⑧)に対する解決手段「C型PDPC」のご説明に入ります。
表2-1 中小企業が抱える喫緊の課題12と課題発生要因17に対する解決策の概要
この「C型PDPC」は、新QC七つ道具の中のPDPC法に含まれるものです。
【この連載の前回:【快年童子の豆鉄砲】(その82)へのリンク】
2.「C型PDPC」の「PDPC法」における位置付け
1)「PDPC法」における位置付けの説明
タイトルにある「PDPC法」は、新QC七つ道具の一つで、詳しい説明は、HPにある拙著「新QC七つ道具の使い方」を見て頂くとして、ここでは「C型PDPC」の「PDPC法」における位置付けの説明をします。
2)「PDPC法」とは
「PDPC法」は、ORにおける過程決定計画法(Process Decision Program Chart : PDPC)をTQC活動における不測事態を含む問題の解決に適用しようとするもので、リスクマネジメント(RM)に欠かせない手法と言えます。
と言いますのは、図65-1を見ればお分かり頂けると思いますが、RMの対象を筆者なりにまとめた結果、今までの手法ではカバーできていないのが【DNゾーン】で、ここを対象にしているのが「PDPC法」ですので“RMに欠かせない手法”と言えるわけです。
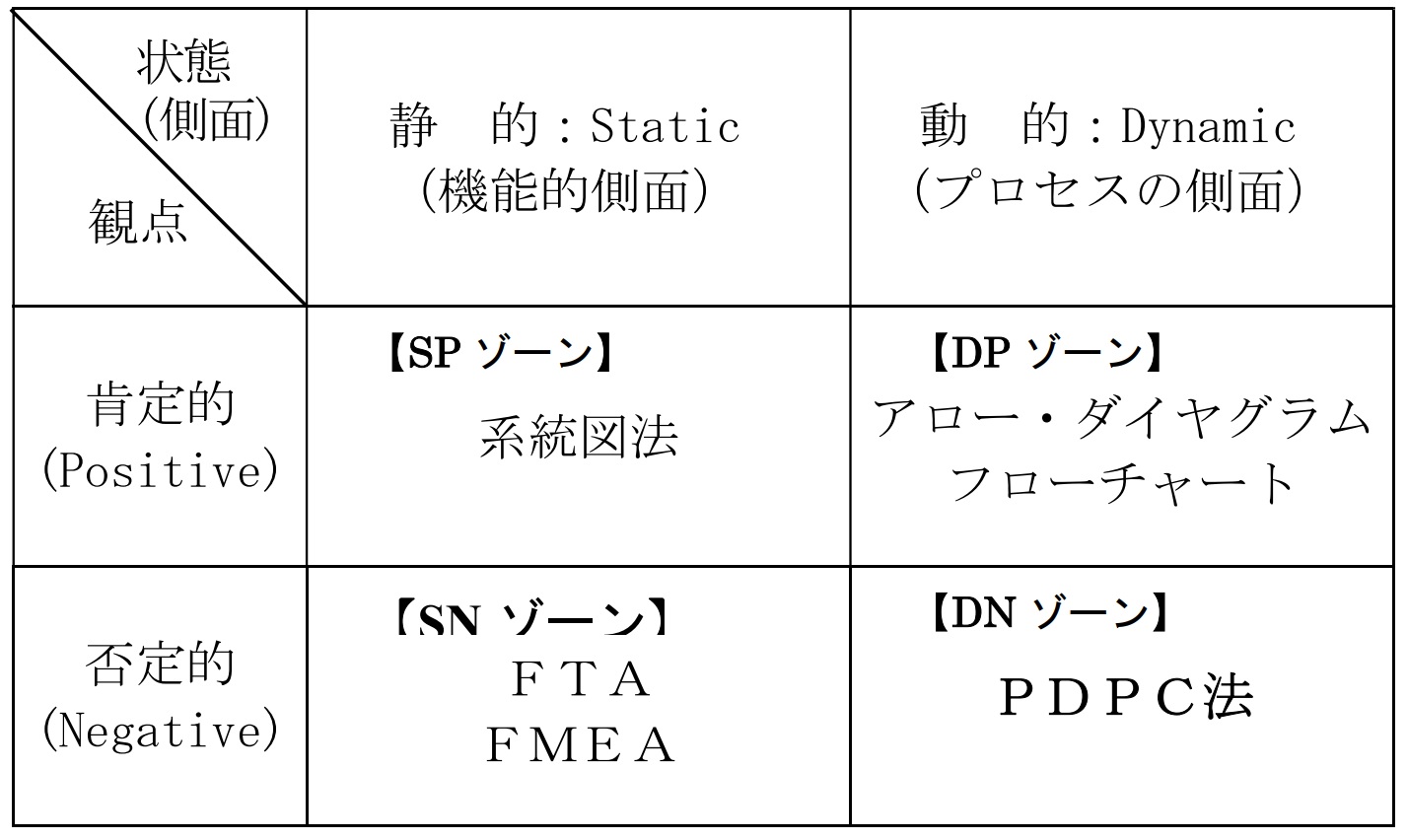
図65-1 リスクマネジメント(RM)における各手法の位置づけ
強いて言えば「ETA」(Event Tree Analysis)も【DNゾーン】に属すと言えますが、使い勝手が悪く、ほとんど使われていませんので、表からは除きました。
3.「PDPC」のタイプ
図65-1により、RMにおける位置付けは明確になったのですが、自由度の高い手法なだけに、遭遇する事例が千差万別で、手法としての統一したフォームが掴み切れない点が問題として挙がってきたのです。
そこで、多くの事例を対象に調査検討をしたところ、事例が千差万別なのは、使用対象が、茫漠とした「不測事態」だからと言うことに気付いたのです。
そこで、不測事態を整理したのが図65-2です。要するに、不測事態への対処を考えた時、対処の主導権が、自分たちにある場合と、相手側にある場合、即ち、対処の主導権の所在の問題と、対象事態が、スタート済みなのかスタート前なのかという、事態のステップの問題があり、その双方を、縦軸と横軸にした時、4つのケースが存在しますので、それぞれに対するPDPCは違って当然ということです。
この4つに、表のように、それぞれ内容がわかる名前を付けてあるのですが、使う上で、煩雑になりますので、それぞれにABCDを当て、A型、B型、C型、D型と呼ぶようにします。
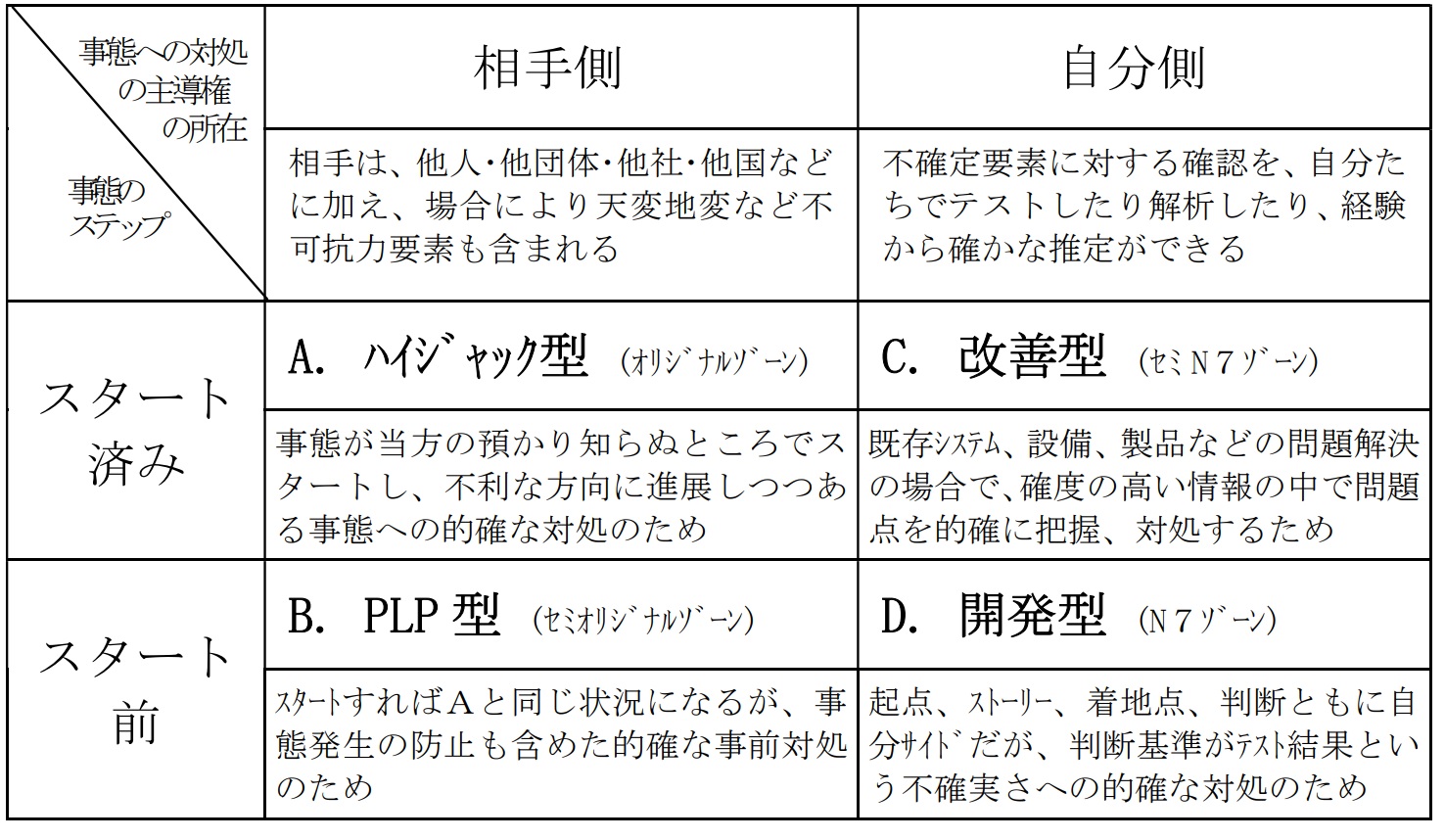
図65-2 不測事態の分類...