

◆【特集】 連載記事紹介:連載記事のタイトルをまとめて紹介、各タイトルから詳細解説に直リンク!!
【この連載の前回:【快年童子の豆鉄砲】(その28)へのリンク】
1.品質保証度評価法(QAL評価法)がベースとする品質保証(QA)の考え方
最初に、QAL評価法がベースにするQAの考え方を確認しておきたいと思います。
ある品質項目を対外的に保証しようとした場合、観点として、品質の造り込みだけでなく、出来上がった品質を検査して、不十分な場合それを修正したり廃棄したりして良品のみが顧客に届くようにすること、即ち、「生産」と「検査」の二つの観点が存在します。
一方、計画した生産や検査が本来の機能を発揮するための決め手には、「システム」とそのシステムを運用する「人」と言う二つの要因があります。
以上の内容をまとめたのが図30-1の“ QAマトリックス”です。要するに、二つの観点を縦軸に、二つの要因を横軸に配したマトリックスの4つのマス(①、②、③、④)がきちんと機能して初めてある品質項目の対外的保証が成り立つという考え方です。
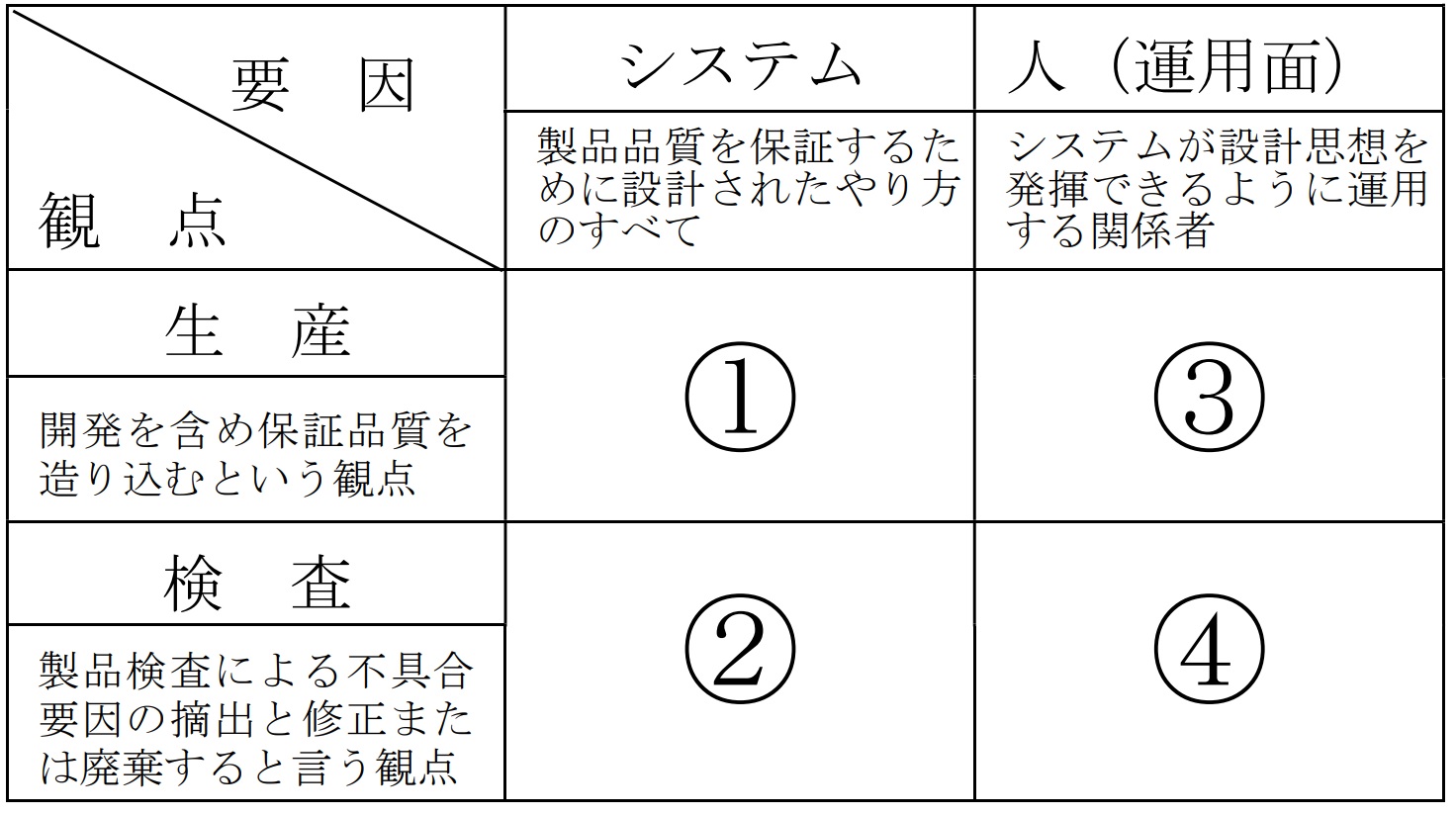
図31-1 QAマトリックス
図30-1から、ある組織の品質保証能力は、「システムの良さ加減」と「運用する人の良さ加減」の合計と言うことができるのですが、品質保証のあり方としては、図30-2のように、システムのよさ加減(SG:System Goodness)に大きく頼る「大企業型(ケースⅠ)」から、携わる人間のよさ加減(HG:Humanware Goodness )が頼りの「零細企業型(ケースⅡ)」にいたる巾が存在します。
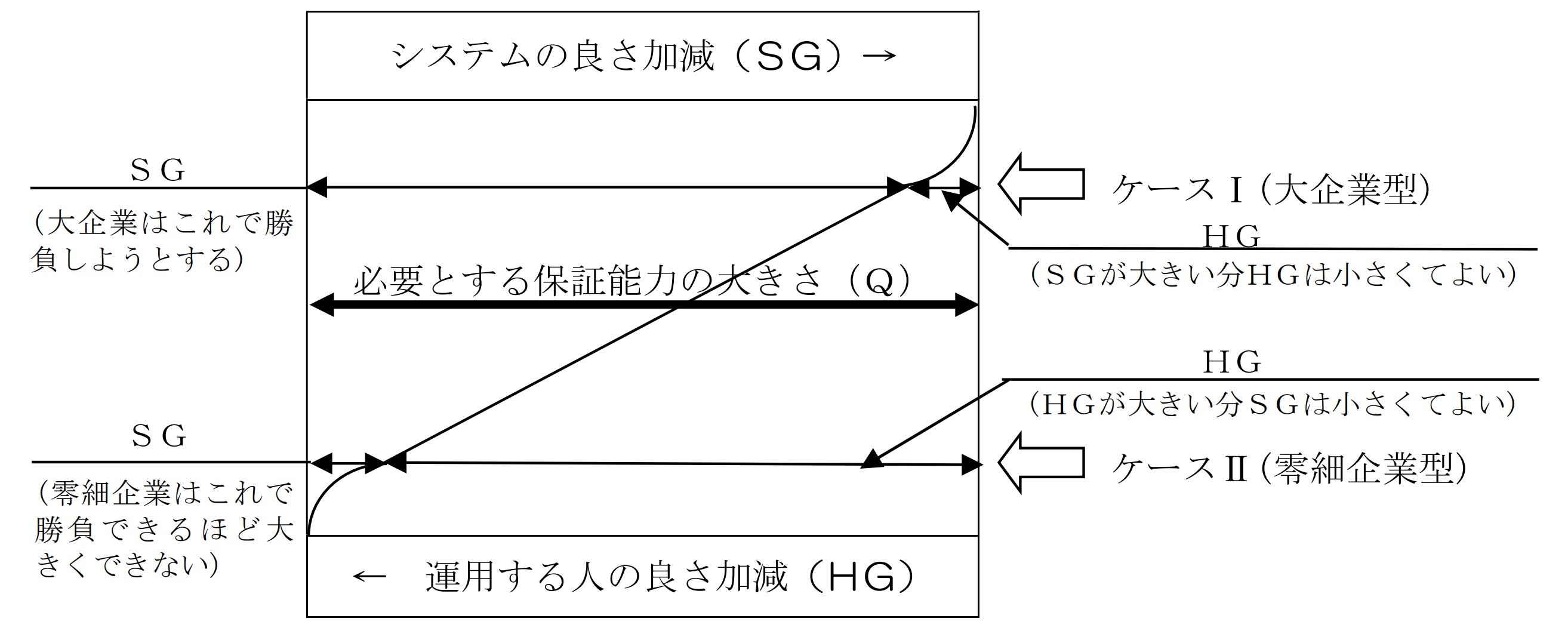
図30-2 QAのあり方
上図に対する一般的な考え方は、“ケースⅠ”を良しとして、できるだけ“ケースⅠ”に近づけようとするのですが、ケースⅡの存在も認めるべきである、と言うことを示そうとしているのが上図なのです。要するに、図30-2の幅“Q”を「クレームが出ないレベルの保証能力」とした場合、「ケースⅠ(大企業型)」の場合は、SG(System Goodness:システムの良さ加減)が大きい分、それに携わるHG(Humanware Goodness:人の良さ加減)は小さくてもクレームを出すことはなく、逆に「ケースⅡ(零細企業型)」の場合は、HGが大きい分、SGは小さくてもクレームを出すようなことはない、と言うことをこの図は示そうとしており、この双方の存在を認めるべきではないか、という考え方なのです。
具体例をあげますと、大企業(≒ケースⅠ)のQAスタッフが、外注先である零細企業(≒ケースⅡ)を監査した場合、SGだけでその会社の保証能力を診断する傾向がみられる...



















































































































![[オンデマンド]福丸 典芳講師によるピックアップ講座 1 品質保証入門講座](https://assets.monodukuri.com/gihou/photo/65/5c948013-6f0c-4f49-9246-00520a0001e5.jpeg?d=0x0)











![[オンデマンド]福丸 典芳講師によるピックアップ講座 1 品質保証入門講座](https://assets.monodukuri.com/gihou/photo/65/5c948013-786c-4f2e-8fb2-00520a0001e5.jpeg?d=0x0)


品質管理基礎")






