3.「C型PDPC」の使い方
3)各ステップの進め方:【快年童子の豆鉄砲】(その86)からのつづき
【この連載の前回:【快年童子の豆鉄砲】(その86)へのリンク】
Step 7:異常検出方法、対処方法、ステップ推進策の追加・改善案を赤で記入する。
Step 6までに、異常検出方法、対処方法、ステップ推進策を、その時点で思い付くものを記入済みで、C型PDPCの原案は出来上がっているのですが、ここで今一度、しかるべき部外者も参加して、洩れはないか、もっといい方法はないかと衆知を集めて追求し、洩れていたもの、気付いた改善案を赤で記入します。
これは、それ以前になされた検討結果がPDPCと言う形で可視化されているからできることで、文字通り衆知を集めることが出来るPDPC法の特徴を生かすことが出来るという意味で、非常に重要なステップと言えます。
【ポイント 1】不採用になったアイデアも大切にする。
このステップで提案のあったものの、検討した結果その時点では不採用になったアイデアは、不採用理由を明記してリストアップし、PDPCとともに保管しておきます。と言いますのは、後日、ラインの大幅改造や別途新設する際や、ちょっとしたアイデアや新技術の補足により実現可能となり、採用して活かすことが出来るからです。
【ポイント 2】部外者の一見不可能なアイデアも大切にする。
このステップでは、部外者も参加するのですが、関係者が頭を痛める前提条件が頭にない分、発想が柔軟なので、思いがけないアイデアが出てくるものです。ただ、その時点では採用の余地がまったくないケースが多いのですが、一概に無視することなく大切にする姿勢が必要です。と言いますのは、そう言った提案の中には、当該ラインにとっては不可能であっても、部外者が担当するラインで活用している場合が多いので、その活用状況を現場で確認することで、思わぬ展開があるからです。
Step 8:C型PDPCの作成
前ステップまでに出た諸情報とアイデアを盛り込んだC型PDPCを分かりやすくリーダーが清書するステップです。
経験したプロジェクトでは、筆者が清書を担当したのですが、C型の場合、対象がラインや製品内の機構のように、非常に具体的で詳細なだけに、PDPCに盛り込むべき事項は、ケースバイケース、多種多様となりますので、形式は気にせず、文字通り自由で柔軟性をもってその都度工夫する姿勢でよいと思います。
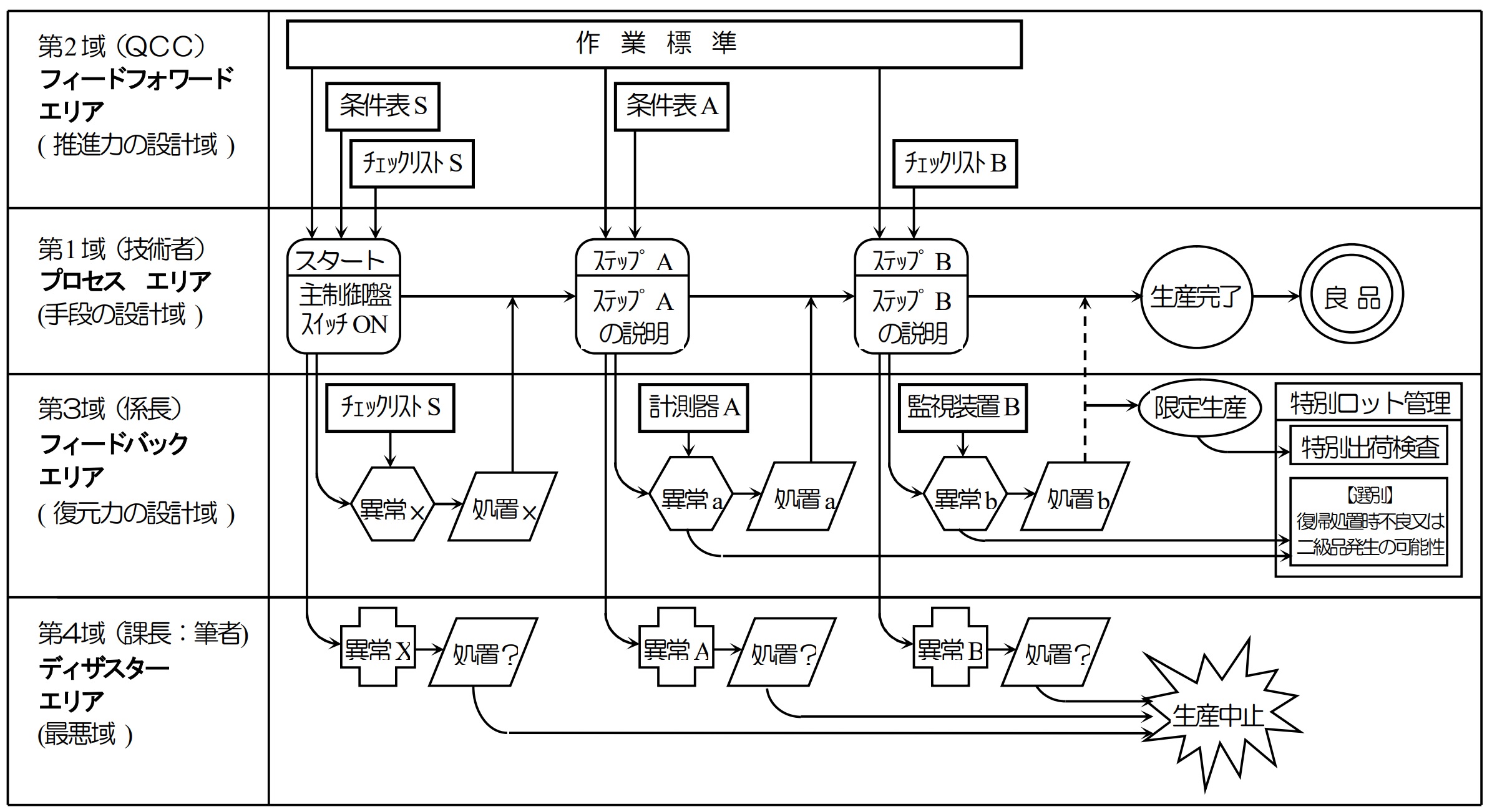
ただ、基本的なところは抑えておく必要がありますので、その点を念頭に作成した模式図を図69-1に準備しましたので、参考にして頂ければと思います。あと、この清書段階で、思わぬ洩れや改善案に気づく経験をしていますので、単なる青書作業と言った姿勢ではなく、今一度、大所高所からのチェックをする姿勢で取り組まれるとよいと思います。
この模式図は、モデルが混沌とした状態の化学プラントの改善を対象としたC型PDPCなのですが、記入内容を、プロセスエリア(手段の設計域)、フィードフォワードエリア(ステップ推進力の設計域)、フィードバックエリア(復元力の設計域)、ディザスターエリア(最悪域)の4つの領域に分けている点が特徴です。清書する際、記入内容がどの領域のものかを意識することが、前述した思わぬ洩れや改善案の気付きを促す効果に繋がりますので、参考にして頂ければと思います。記入内容によって、記入枠の形状を変えていますが、ちょっとしたプロジェクトでも、完成したC型PDPCはかなり複雑になりますので、それぞれ違ったものにしておいた方が、分かりやすく使いやすいので、参考にして頂ければと思います。この事例の場合、ディザスターエリアは、Step 7までは1...